







桩基声测管焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊
后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
为改善声测管耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的
回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角
度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。

钳压式和螺旋式声测管厂家现货有哪些不同钳压式和螺旋式声测管现货有哪些不同

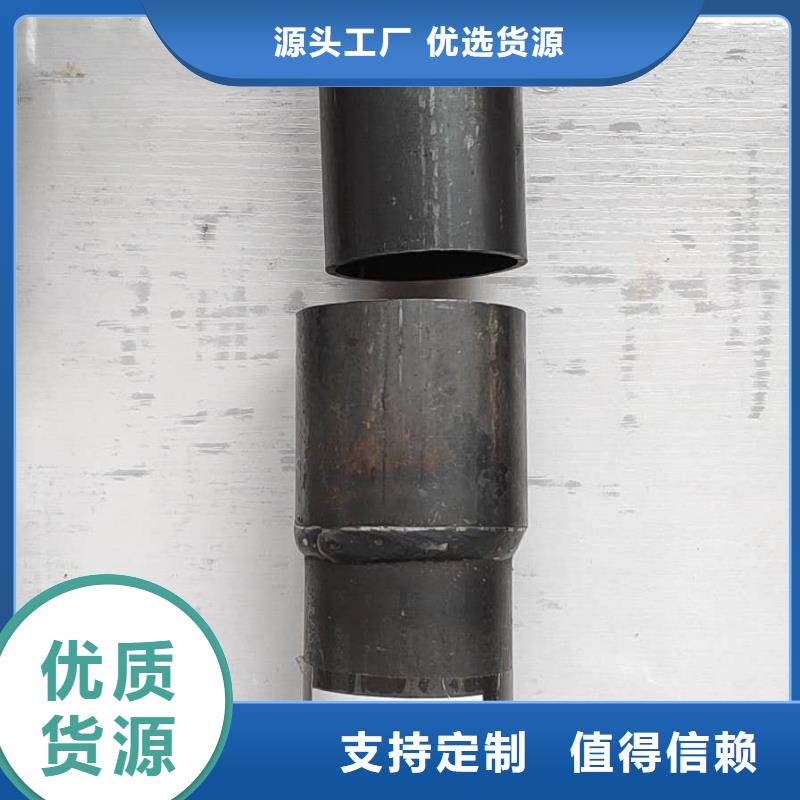
钳压式声测管 优势及特点:
特点:
双头双密封钳压式声测管在承口端端部设计了两个凸槽,凸槽内配有密封圈,安装时将本产品的插口端插入承口端,然后用专用液压钳同时对两个凸槽进行挤压,被挤压部位
的管材受力后收缩变形,两个凸槽之间的外层管材深陷入内层管材,从而有效实现了本产品的可靠连接;同时橡胶材质的密封圈在受挤压后变形贴服在两层管材之间,起到了
极为良好的双保险密封作用。
单头焊接钳压式声测管接头的一端焊接在一个成型的声测管上,另一个声测管插入管接头的复式槽端,通过液压压接钳用力压下,使得声测管与接头牢牢地接合在一起,管接
头的中间部分夹有双重密封圈,这样可以使得声测管更加密封,使用这种单头焊接钳压式声测管接头,只需一次钳压就可。

安装桩基声测管过程可能遇见的情况
在桩基声测管的安装的过程当中,可能会碰到很多情况,导致终安装失败,今天就举几个例子,给大家提个醒。
首先是桩基声测管接口位置或者是管口位置密封不严实的问题,将会直接导致施工过程当中,灌装混凝土的时候,混凝土直接进
入桩基声测管当中,导致堵塞的后果。另外在进行灌注水泥的过程当中,很有可能会导致声测管的移位或者是变形,这大多数是
因为没有固定而导致的情况。第三种情况是在石灰岩地区,因为地质问题导致下沉情况比预想的要更深,变形情况和堵塞情况,
也就会更明显。


 苏公网安备 32130202080769
苏公网安备 32130202080769