

- 产品名称
无缝钢管
- 规格
齐全
- 产地
聊城,天津,无锡,上海
- 材质
齐全
- 长度
8-12米
- 计重方式
吨
- 是否能加工定制
能



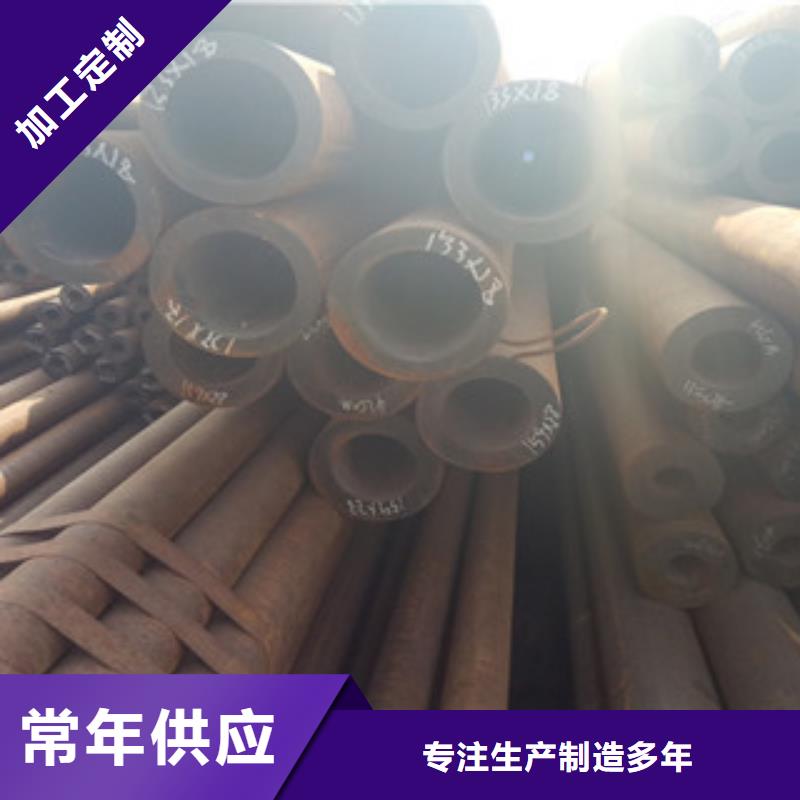
螺旋钢管是以带钢或卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋焊接钢管。 螺旋钢管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(GB/T9711.1-2011)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝焊钢管(SY5037-2012),用于承压流体输低压介质的螺旋缝焊钢管。
山东开安钢管公司是华北地区大型的螺旋钢管生产厂家,生产规格从219-3700mm,壁厚可达25.4mm,本公司特色是生产超厚壁螺旋钢管和大口径螺旋钢管,DN400及以上厚可生产20mm厚,大口径螺旋钢管可生产到外径3720mm(国内大口径)。
螺旋钢管及其标准分类: 承压流体输送用螺旋缝埋弧焊钢管(SY5037-2012)主要用于输送水、钢结构、桥梁支撑;承压流体输送用螺旋缝焊钢管(GB/T9711.1-2011),主要用于输送石油、天然气等介质。
螺旋钢管的特点:螺旋钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊.
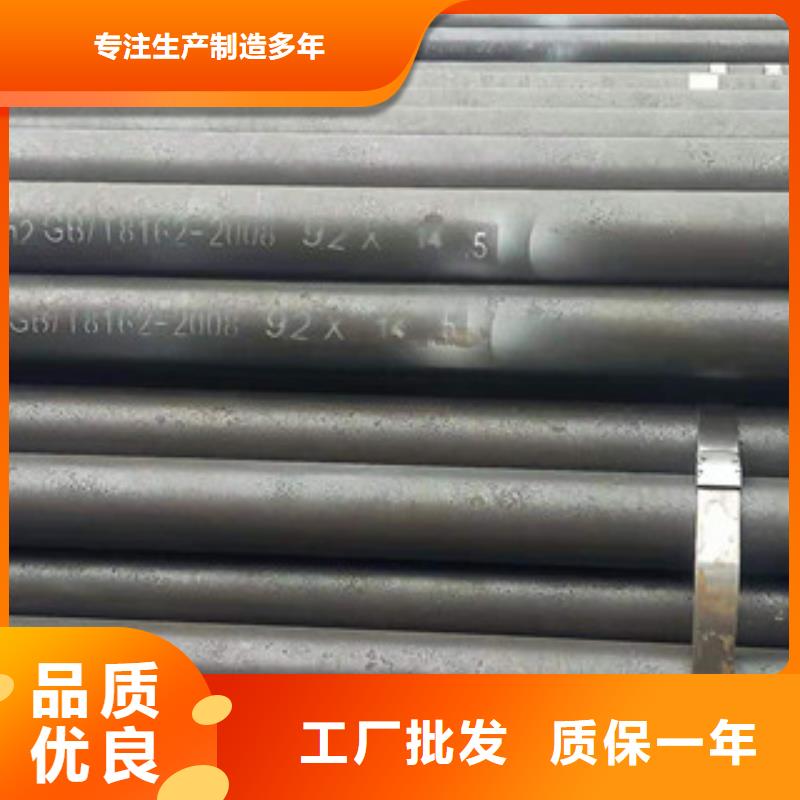
现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件第一部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管)、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)
螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管.
下面详细讨论直缝钢管和螺旋钢管的区别。直缝焊管的生产工艺比较简单。主要生产工艺为高频焊直缝钢管和埋弧焊直缝钢管。直缝管的产量高,成本低,发展迅速。直缝钢管主要用于家庭供水工程,石化工业,化学工业,电力工业,农业灌溉和城市建设。 对于液体运输:给水和排水。天然气运输:煤气,蒸汽,液化石油气。结构用途:用作桩管,桥梁;码头,道路,建筑结构管等?螺旋焊管的强度通常高于直缝焊管的强度。主要生产工艺是埋弧焊。螺旋钢管可用于从相同宽度的毛坯生产直径不同的焊管,而较窄的毛坯可用于生产直径较大的焊管。
但是,与相同长度的直缝管相比,焊缝长度增加了30%至100%,并且生产速度较低。因此,小口径焊管多为直缝焊,大口径焊管多为螺旋焊。螺旋缝高频焊接钢管,用于在压力下输送流体。钢管承压能力强,可塑性好,焊接加工方便。它主要用于铺设运输石油和天然气的管道。
焊接技术在工业上用于生产较大直径的直缝钢管,即,将短截面的短直缝钢管对接,以满足项目所需的长度。T焊直缝钢管中出现缺陷的可能性也大大增加,并且在T焊缝处的残余焊接应力相对较大。焊接金直缝钢管和螺旋钢管都是经常处于三向应力状态的焊接钢管,这增加了开裂的可能性。

1.球墨铸铁管校圆:
经过运用液压或机械起重的办法,顶起内部向外压,或从管子表面面运用压力向内压.为了防止损坏水泥砂浆衬层,应当运用与管子内形相似的硬木垫块.康复球墨铸铁管的外在形象。
2.球墨铸铁管切管:
切管所用的砂轮切开机应可以安装切开用砂轮和磨光用砂轮,由金钢砂(碳化硅)制作的砂轮很适宜用于切开带水泥内衬的管子,切管时,应将管子放在水平地面或方木上,切管的进程为:作符号、切管、磨光.
3.球墨铸铁管外涂层修补:
用毛刷和钢丝清洁表面,必要时可用气燃办法枯燥,用钢丝刷清理干净后,涂上油漆.
4.球墨铸铁管内衬修补:
a.把需求修补的部分转到底部,把损杯的部分剔去.
b.用金属刷子除掉残留的水泥块,湿润待修部分的水泥层边际,然后等候几分部.
c.填充水泥砂浆,并把它压至原有水泥涂层厚度.
d.结束就是把表面涂滑润并且加上一些水或掩盖一层湿布,以防水泥干得太快而发作裂纹。 球墨铁铸管的造价比较低,在很多施工中都能够大大的节约本钱,但功能却足以与某些钢管以及塑料管的优胜功能媲美。
正因为球墨铸铁管拥有各种优势,所以自然受到了各个行业的好评。在一些招标的工程建设中,都会选用球墨铁铸管来做根底的管道体系,譬如说现在农村建设时的饮用水,也是利用球墨铁铸管来完成的,不只功能杰出本钱也很低。

(K9级)技术参数备注
DN100-300 水压试验压力
5.0Mpa 抗拉强度≥420 Mpa
屈服强度≥300 Mpa
延伸率 13-18%
硬度 ≤230HB 涂内衬前,对每根管子进行水压试验,保压时间1秒。
管子外表面喷锌量>130g/m2;防腐漆厚度>70um。
DN350-600 水压试验压力4.0Mpa
DN700-800 水压试验压力3.2Mpa

