

以下是:精密钢管厂家-现货充足的产品参数
范围 供应范围覆盖江苏省 南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市等区域。 在江苏省采买精密钢管厂家-现货充足到盛联管业(江苏省分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:潘经理,地址:《开发区工业园》。 江苏省 江苏省下辖地级市全部进入全国百强,综合实力百强区、百强县、百强镇数量位居全国。江苏地区发展与民生指数(DLI)居全国省域,成为中国综合发展水平的省份。江苏省域经济综合竞争力居全国前列,拥有全国规模的制造业集群,实际使用外资规模居全国首位,人均GDP自2009年起连续居全国各省、自治区位,,已步入“中上等”发达水平。
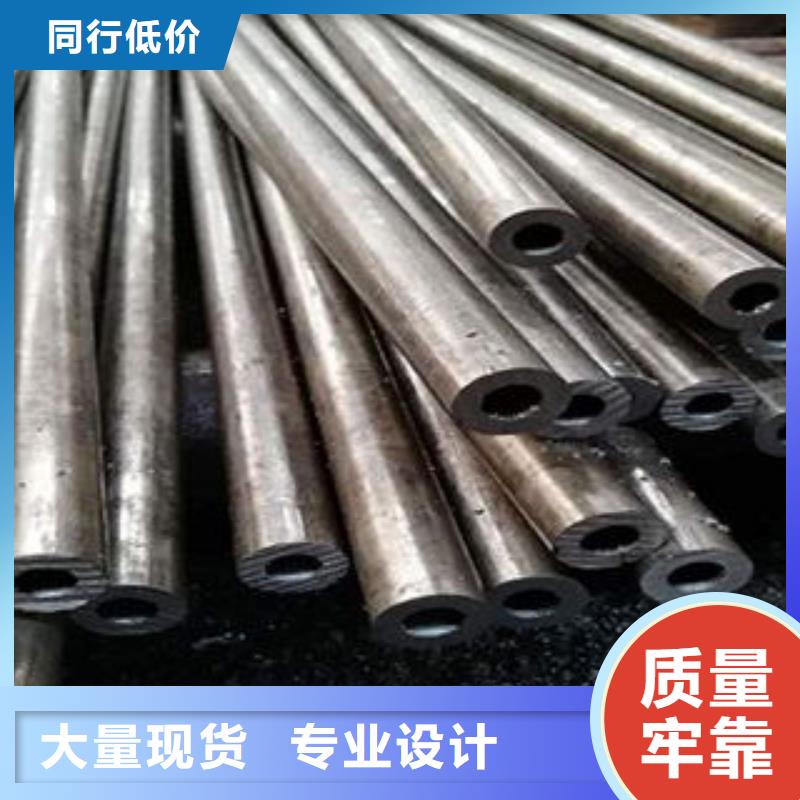
想要更直观地感受精密钢管厂家-现货充足产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!以下是:精密钢管厂家-现货充足的图文介绍
无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,一般表面多为黑色,黑色为钢管进行普通退火时产生的氧化皮。精密钢管是近几年出现的无缝钢管的衍生产品,主要是内孔、外壁尺寸有严格的公差及粗糙度要求。冷拔(轧)精密钢管的特点:外径更小, 少外径可以做到4mm 左右。精度高可做小批量生产,小公差可以达到 0.03mm 左右。冷拔(轧)成品精度高,表面质 量好,有很好的表面光洁度,有的可以达到镜面要求。钢管横面积更复杂,可以做出各种特殊形状,如六角形,梯形,U型......钢管性能更优越,金属比较至密, 钢管强度升高,能承受更大的压强及机械力。高精度冷拔精密钢管是一种新型高技术节能产品。近年来,采用本项技术生产的精密钢管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精密钢管的推广应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。 生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。 生产工艺流程如下:进料——外观检查——机械清理——机械清理——退火——矫直——管头加工——酸洗——中和——水洗——鳞化——皂化——拉拔——检查——切定尺——珩磨——端部加工——矫直——总装——试压——装箱
精密钢管比较与一般的钢管而言,其造价上面虽然有一定程度的上浮,可是,在运用过程当中,却可以给我们带来更加多的便捷。容易的来讲,就无泄漏、冷弯不改变形这两个特征来讲,大部分的一般钢管的质量需求全都是没有办法到达的,因此我们在液压元件那些对于钢管材质需求非常高的工业部件内,经常可以看见精密钢管的优良表现。我们可以看见,在工业材料中,其需求一般全都是非常高的,特别对于钢管这种运输型材料而言,更须要在很多重点部分运用质量高的产品,以保障工业运作的正常进行。 精密钢管和无缝钢管的区别油后即成、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。冷拔精密钢管的特点 外径更小。 精度高可做小批量生 冷拔成品精度高,表面质量好。钢管横面积更复杂。钢管性能更优越,金属比较密。热轧精密钢管后的区别 热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径760mm。将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂热轧酸洗板卷。 精密钢管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精密钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
怎样提高精密钢管的抗拉强度?精密钢管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(精密钢管抗拉强度、屈服强度或精密钢管、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。精密钢管抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的力(Fb),出以试样原横截面积(So)所得的应力(σ),称为精密钢管抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的能力。式中:Fb--试样拉断时所承受的力,N(牛顿); So--试样原始横截面积,mm2。精密钢管(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称精密钢管。若力发生下降时,则应区分上、下精密钢管。精密钢管的单位为N/mm2(MPa)。 上精密钢管(σsu):试样发生屈服而力首次下降前的应力; 下精密钢管(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。 以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。断面收缩率:(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。硬度指标 :金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显微硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。布氏硬度(HB):用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。
精密小口径光亮管冷却注意事项:小口径精密钢管的过冷奥氏体非常稳定,具有很髙的淬透性,即使空冷也能得到马氏体组织,但空冷则会造成刀具外表的氧化,并有可能析出共析碳化物,因此尽可能的不采用空冷。 对于较大和复杂的不锈钢管,为减少变形和开裂,淬火时可进行预冷处理,但应控制时间,一般根据不锈钢管的形状等控制在几秒到几十秒,前提是不能析出二次碳化物而降低刀具的硬度和红硬性等,冷拔无缝钢管另外不允许发生腐蚀麻点等。 分级淬火温度应不超过650°C,以防止大棚钢管发生珠光体的小口径吹氧管厂转变和析出碳化物。小口径精密光亮管厂 考虑到下贝氏体的转变温度为320~250°C,其转变快的温度在260~30CTC,因此生产中采260~280°C等温2~4h由于等温淬火后的剩余精密钢管奥氏体温度较多而且稳定,故应进行四次回火。 规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。 钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。 冷拔或冷轧精密 P91精密钢管《表面质量》参照GB3639-83。 精密钢管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。 精密钢管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。后经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精密钢管是较先进的方法。 若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
江苏盛联管业有限公司秉承质量为首,诚信的经营宗旨和以技术为先导、创新、专业、差异的经营理念,坚持精益求精,不断创新,品质取胜,顾客满意的质量方针,坚持高起点、高质量、高技术的经营思路,不断加大 无缝方矩管科技开发力度,已经成为 无缝方矩管行业中的一颗璀璨的恒星,展望未来,本公司全体同仁们将始终秉承敬业、爱业的企业精神,锐意改革、不断创新与广大用户携手共进,缔造辉煌的明天
以后的精密钢管发展方向依然更多的是为了顺应市场,比如,根据市场的整体发展方向进行必要的整改,调整发展方向等等,虽然管道市场的发展变化算不上是瞬息万变,但是也必须要把握方向和脉搏,才能在市场中获得更大的收益。预计在未来的一年当中,精密钢管还会获得更好的发展,这也是中国工业发展的大势所向,需求量的增加,会极大限度的生产,从而获得更大的。 精密管可靠、卫生环保、经济适用,管道的薄壁化以及新型可靠、简单方便的连接方法的开发成功,使其具有更多其他管材不可替代的优点,工程中的应用会越来越多,使用会越来越普及,前景看好。 随着我国改革开放政策的实施,国民经济获得快速增长,城镇住宅、公共建筑和旅游设施大量兴建,对热水供应和生活用水供给提出了新的要求。特别是水质问题,人们越来越重视,要求也不断提高。镀锌钢管这一常用管材因其易腐蚀性,在相关政策的影响下,将逐渐退出历史舞台,塑料管、复合管及铜管成了管道系统的常用管材。但在许多情况下,精密管更 有优越性,特别是壁厚仅为0.6~1.2mm的薄壁精密管在优质饮用水系统、热水系统及将、卫生放在的给水系统,具有可靠、卫生环保、经济适用等特点。已被工程实践证明是给水系统综合性能、新型、节能和环保型的管材之一,也是一种很有竞争力的给水管材,必将对改善水质、提高人们生活水平发挥无可比拟的作用。 在建筑给水管系中,由于镀锌钢管已经结束了百年辉煌的历史,各种新型塑料管及复合管得到迅速发展,但各种管材还不同程度地存在着一些不足,远不能完全适应供水管系的需要和对饮用水及有关水品质的要求。建筑给水管材终将恢复到金属管的时代。根据国外的应用经验,在金属管中认定薄壁精密管为综合性能管材之一。 精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。再由吊车吊入库。
今年在江苏省购买精密钢管厂家-现货充足有了新选择,盛联管业(江苏省分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的精密钢管厂家-现货充足产品。如需购买或咨询,请随时联系我们,联系人:潘经理-【15106800538】,地址:开发区工业园。















