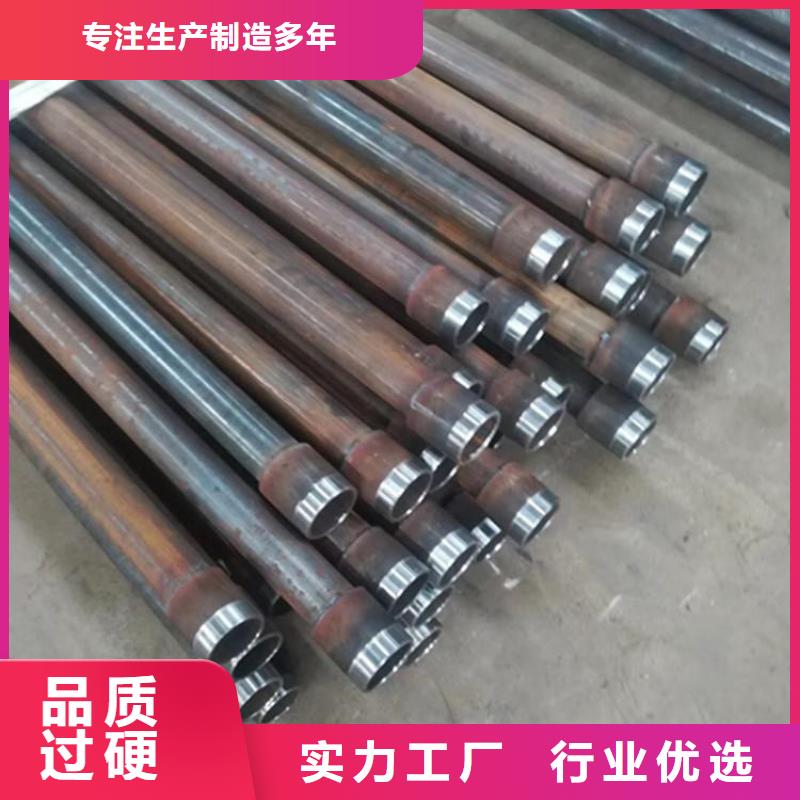


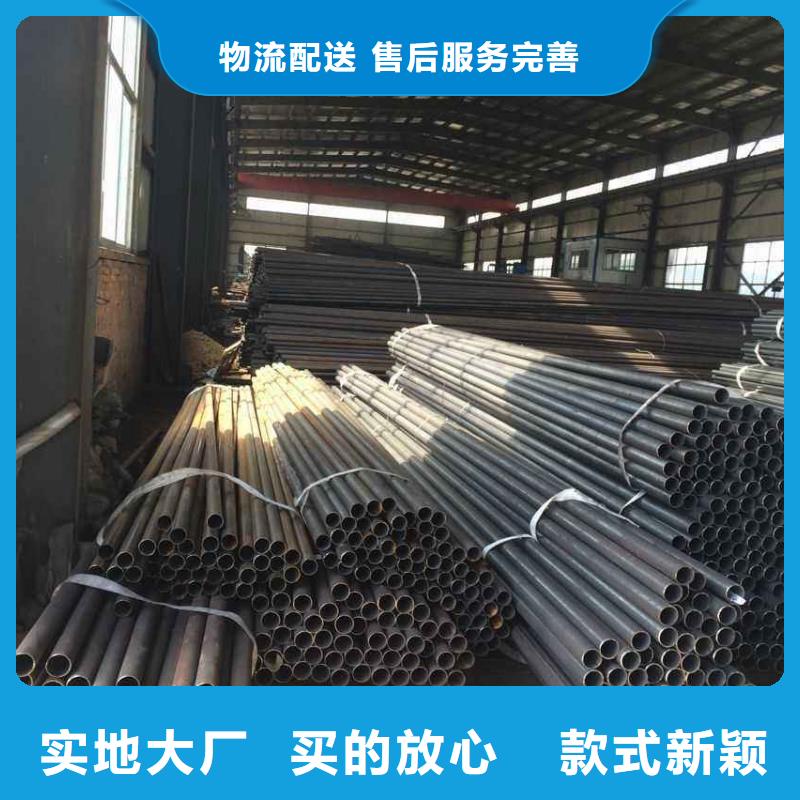
以下是:(鑫亿呈)更合镇无缝声测管现货的产品参数
产品参数 产品价格 3.00/米 发货期限 1 供货总量 800000 运费说明 送货 最小起订 1 质量等级 1级 是否厂家 是 产品材质 Q195 产品品牌 鑫亿呈 产品规格 50/54/57 发货城市 河北 产品产地 河北 加工定制 深加工 产品型号 50-54-57 可售卖地 全国 产品重量 4公斤 产品颜色 黑色 质保时间 5年 外形尺寸 圆形 适用领域 桥梁,桩基 是否进口 否 质量认证 已认证 产品功率 500 工作温度 25 (鑫亿呈)更合镇无缝声测管现货,山西省吕梁市鑫亿呈钢管有限公司专业从事(鑫亿呈)更合镇无缝声测管现货,联系人:刘经理,电话:18833761560、18833761560,QQ:18833761560,发货地:新华区发货到吕梁,以下是(鑫亿呈)更合镇无缝声测管现货的详细页面。 山西省,吕梁市 2022年,吕梁市实现地区生产总值2418.9亿元,同比增长3.9%;一般公共预算收入完成342.18亿元,同比增长47.63%。
不要错过这部精心制作的(鑫亿呈)更合镇无缝声测管现货产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:(鑫亿呈)更合镇无缝声测管现货的图文介绍吕梁鑫亿呈钢管有限公司是一家全国专业销售 声测管,注浆管,冷却管,沉降板的供应商,投资总金额5000万,是一家集生产,加工,销售为一体的大型 声测管,注浆管,冷却管,沉降板公司。公司主要经营销售 声测管,注浆管,冷却管,沉降板。公司利用 周边良好的物流关系,为客户快捷,安全的铁路,汽运,快运等运输方式。吕梁鑫亿呈钢管有限公司业以自身的努力和实践行动回报社会。有口皆碑的信誉、精益求精的产品和力求完美的服务是吕梁鑫亿呈钢管有限公司成功的关键所在,本着 “客户di yi、技术di yi、质量di yi、服务di yi”的原则,公司力求创造良好业绩。 本着造福社会,服务社会的企业理念,致力于全国模具业的发展。
声测管地连墙施工时要求什么:声测管地连墙需要我们按照规范来进行布置,必须保持在墙体内的同一水平线上且不能低于钢筋笼;要保持每支之间的距离相等其符合测量要求;在埋设时不能用电焊连接,只能有铁丝捆绑在钢筋笼上;在布置的阶段需要用胶帽对顶管进行封堵。4)直螺纹声测管接头的安装质量应符合下列要求: a、安装接头时可用管钳扳手拧紧,应使声测管丝头在套筒中央位置相互顶紧。 b、安装后应用扭力扳手校核拧紧扭矩,产品合格证应包括适用声测管直径和接头性能等级、套筒类型、生产单位、生产日期以及可追溯产品原材料力学性能和加工质量的生产批号。 e、现场检验应按本规程进行接头的抗拉强度试验,加工和安装质量检验;f、接头的现场检验应按验收批进行,抽取其中10%的接头进行拧紧扭矩校核. i、现场检验连续10个验收批抽样试件抗拉强度试验一次合格率为100%时。 j、现场截取抽样试件后,声测管焊接及验收规程建筑基坑支护技术规程(JGJ120-2012);构造声测管直径不宜小于14mm。单元槽段的声测管笼应装配成一个整体。纵向受力声测管连接宜采用机械连接,声测管笼端部与接头管或相邻槽段混凝土接头面之间应留有不大于150mm的间隙。声测管笼下端500mm长度范围内宜按1∶10收成闭合状。声测管笼下端与槽底之间宜留有不小于500mm的间隙。墙厚不宜大于 800mm. 地下连续墙单元槽段的平面形状和槽段长度。但应有一半以上纵向声测管通长配置。纵向声测管宜采用HRB335级或HRB400级声测管,声测管净距不宜小于 75mm。水平声测管可采用HPB235级或HRB335级声测管,现浇地下连续墙水平声测管直径不宜小于12mm,预制地下连续墙水平声测管直径不宜小于 10mm。L形槽段水平声测管锚入对边墙体内应满足锚固长度要求,转角处宜设计斜向加强声测管。现浇地下连续墙声测管笼封头声测管形状应与施工接头相匹配。封头声测管与水平声测管宜采用焊接。声测管笼两侧的端部与接头管(箱)或相邻墙段混凝土接头面之间应留有不大于150mm的间隙,声测管下端500mm长度范围内宜按1:10收成闭合状。地下连续墙顶部应设置声测管混凝土顶圈梁将其连成整体。
声测管对焊接质量有哪些要求:分析声测管厂家在生产中对焊接质量有什么要求:1 输入热量因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:N = Ep·Ip式中 N——输出功率,kW;Ep——屏压,kV;Ip——屏流,A〔1〕当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。声测管厂家在生产中对焊接质量有什么要求?2 焊接压力焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。由于声测管管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。3 焊接速度焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在声测管厂家时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。因此在声测管厂家时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。4 开口角开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。
(鑫亿呈)更合镇无缝声测管现货,山西省吕梁市鑫亿呈钢管有限公司为您提供最新(鑫亿呈)更合镇无缝声测管现货产品案例,联系人:刘经理,电话:18833761560、18833761560,QQ:18833761560,发货地:新华区。
更合镇无缝声测管现货")
更合镇无缝声测管现货")
更合镇无缝声测管现货")
更合镇无缝声测管现货")
更合镇无缝声测管现货")