| 产品参数 | |
|---|---|
| 产品价格 | 厂家批发/米 |
| 发货期限 | 1天 |
| 供货总量 | 69500米 |
| 运费说明 | 详谈 |

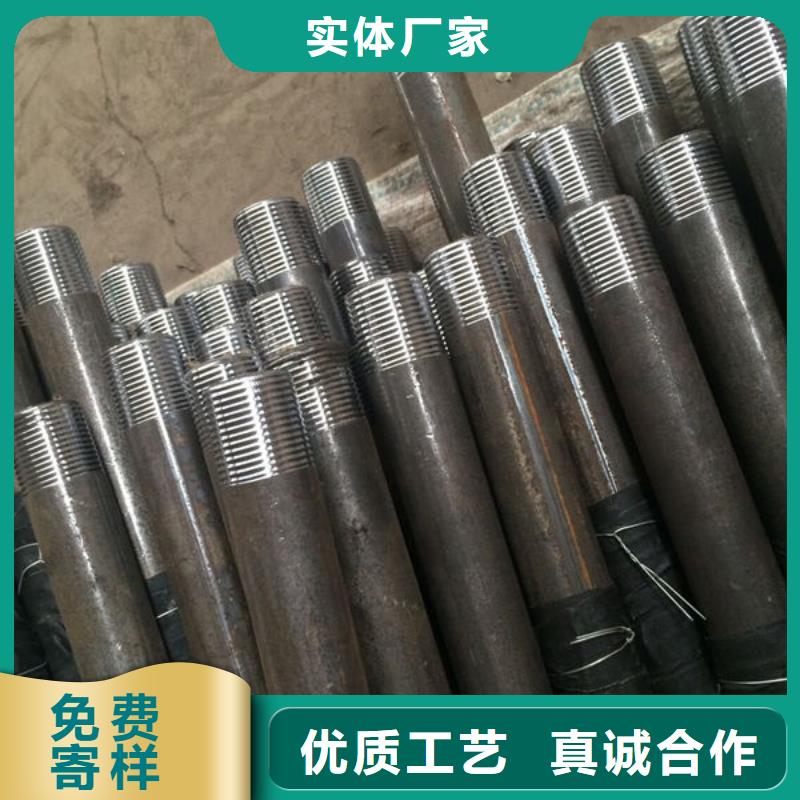
宜昌声测管可直接固定在钢筋笼内侧上:固定方式可采用焊接或绑扎,管子之间应基本上保持平行-若检测结果需对各测点混凝土的强度做出评估,则不平行度应控制在1‰以下。钢筋笼放入桩孔时应防止扭曲。
管子一般随钢筋笼分段安装,每段之间的接头可采用反螺纹套筒接口或套管焊接方案,若采用波纹管则可利用大一号的波纹管套接,并在套接管的两端用胶布缠绕密封。无论那种接头方案都必须保证在较高的静水压力下不漏浆,接口内壁应保持平整,不应有焊渣、毛刺等凸出物,以免妨碍探头的自如移动,声测管的底部也应密封,安装完毕后应将上口用木塞堵住,以免浇灌混凝土时落入异物,致使孔道堵塞。
宜昌焊管常用材质为:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材质和用途不同而分为如下若干品种:
GB/T3091-2008(低压流体输送用焊接钢管):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235A级钢。
宜昌焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
产品特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
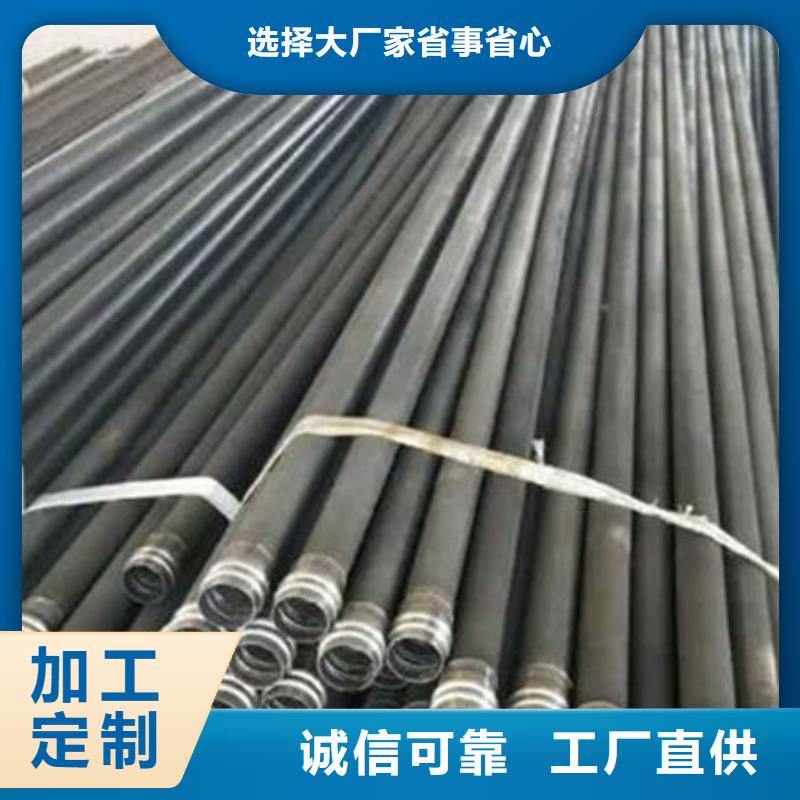
宜昌桩基声测管连接的注意事项
1、注意密封圈是否完好。
2、螺旋必须用专用工具紧固到位。
3、下放钢筋笼时声测管接头处一定把铁丝从吊环内穿过绑在主筋上。
4、每下放完一节钢筋笼后必须把桩基声测管内加满清水。
5、焊接钢筋不要把电焊钳、搭铁线接触到声测管上,以免电焊强流造成声测管破漏。
6、钢筋笼下放完毕把桩基声测管内一定加满清水, 用盖盖好、严禁管内进入混凝土或水泥浆。

名片")