| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 现货 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 是否厂家 | 生产厂家 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500可定制 |
| 质保时间 | 2年 |
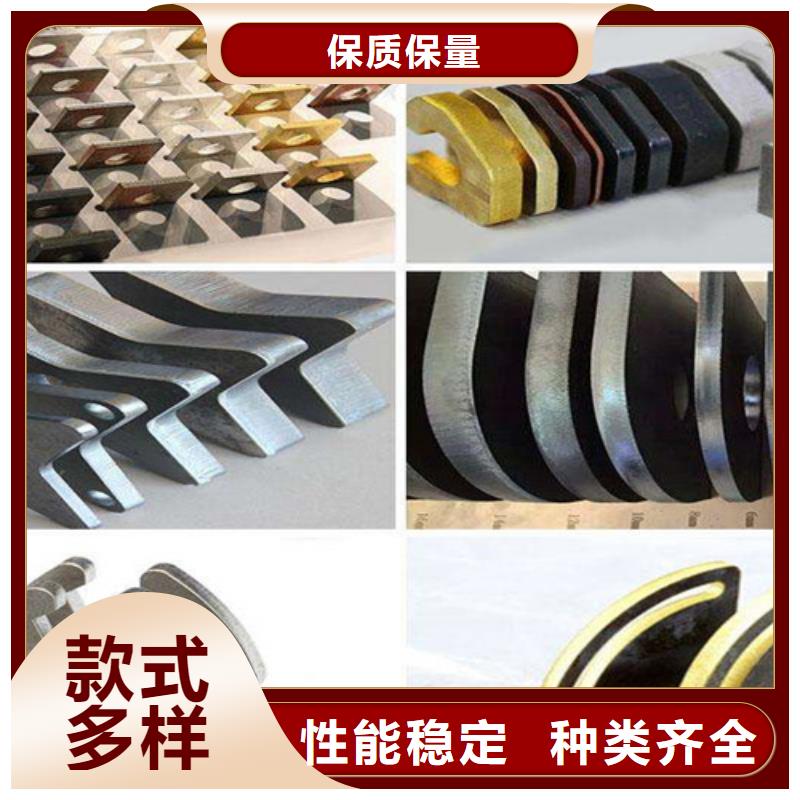
| 适用领域 | 金属钢板切割 |

目前国内生产、组装激光切割机厂家几百家是有的,更有人说上千家的规模。当咨询激光切割机不同厂家价格差别很大,不禁要问,机器都差不多,价格怎么会差别这么大呢?在我们挑选设备的时候,要擦亮双眼。 下面小编就给计划购买激光切割机的朋友提供一些选购建议。希望能帮助到你在选购金属激光切割机时避免吃亏。如何在选购金属激光切割机时不吃亏如何在选购金属激光切割机时不吃亏1、怎么确定机型金属激光切割机主要用于碳钢、不锈钢等金属的切割下料,对于铜和铝等高反材料切割有局限。目前根据激光器的功率来说碳钢切割我们遵循0.6-0.8的系数来选择自己需要的激光切割机型号。举个例子,我们买个1000w功率的激光切割机,那么它能批量切割的碳钢厚度为6mm,建议醉大切割8mm就足够了;准备买一个4000w的激光切割机,批量切割24mm是可以,切割32mm就很吃力了。功率越高,受激光切割的局限性,这个系数更低,在8000w或者10000w这个系数可能在0.4-0.6左右。这个系数是指批量切割的情况下,设备的极限切割厚度不在这个系数内。不锈钢的切割厚度一般是批量切割碳钢的一半,比如4000w批量切割碳钢是24mm,那么它批量切割12mm不锈钢是可以的,切割效果是较好的。激光器功率确定好了我们需要对机床尺寸进行确定。主要分为两部分,单台面和全包围的双台面交换机型。一般尺寸为3*1.5米、2*4米、2*6m、2.5*6米、2.5*8米和大跨距的定制机型。双交换台的机型较单台面可以提高加工效率在30%左右,对于加工量大的客户可以选择双台面机型,这种机型也是常规厂家配置较高机型,价格也高出30%-50%左右。高功率机型(6000w以上)我们建议配置双台面的设备,高功率的设备对机床的性能要求较高。
如何才能选到好的金属激光切割机厂家1、切割材料及需求范围:首先要确定切割材料的材质、厚度,再确定所需设备功率和工作台的大小。在市场上激光切割机功率从500W-6000W不等,大部分厂家都可按照客户的要求来制作工作台。2、初选厂商阶段:在大致确定了自己的需求后,可先去市场或者已购入设备的同行那里,了解设备的性能和参数等信息。选择2-3家有实力、价格优势的厂家进行前期沟通和打样,后期再去意向厂家进行实地考察,后续再详细洽谈设备的价格、付款方式、售后情况等方面。3、切割设备的核心部件:对于切割设备一些重要部分,在选购过程中要注意小心谨慎,特别是激光切割头、发生器、伺服电机等,一定要区分是国产还是进口的,因为这些核心部件对于设备的切割速度和精度有着直接的影响。
激光切割机这样的一种大型设备在整个选择的过程中间有着自身的一些选择标准,其实一旦我们要选择这种设备的话,一定要确定一下自己的生产范围,而且要根据加工材料或者是切割的厚度来进行有效的选择,只有这样才能够确定采购设备的功率或者是相关的机器型号,给后续的采购工作做好相关的铺垫,如何选择激光切割机,在这方面将有着很多的选择标准,不过我们只要注意一些细节肯定不会选错。选购激光切割机时要考虑哪些细节选购激光切割机时要考虑哪些细节1.切割精细在选购激光切割机的时候,也一定要看一下他们的切割精细度,基本上来说都能够控制在0.1毫米到0.2毫米之间。2.切割面光滑度激光切割机在进行实际切割的过程当中,切割面的光滑度同样也非常的重要,要看一下他们切割面是不是有一些毛刺,一般来讲激光切割机多多少少都有一些毛刺,基本上都是由切割的厚度或者使用的气体来决定的,三毫米以下是没有任何毛刺的,气体是氮气的效果更好,氧气的效果次之,如果里面是空气的话,那么这种效果也是较差的。光纤激光切割机的毛刺相对较少,甚至可以说是没有毛刺切割的表面非常的光滑。3.看材料的变形如果利用激光切割机来进行切割的话,好的设备的材料变形效果非常的小,我们选购时可以现场仔细观察切割效果后在确定选择购买。4.功率大小大多数的生产厂家对于激光切割机等设备都有着自身的一些功率要求,从现有的一些情况来看,工厂多数也都是切割六毫米以下的金属板材,没有必要买大功率的切割机。
在激光切割机结构和硬件配置基本相当的情况下,激光切割机的切割效率和切割质量主要由优化套料软件和数控系统的切割控制软件决定。即可通过数控切割优化套料编程软件、数控系统切割控制软件及自动穿孔和自动切割工艺,进一步提高激光切割机的切割效率和切割质量,实现激光切割机的“全时、自动、和高质量切割”。使用FastCAM优化套料编程软件,通过整板套料和余料板套料,有效提高钢材套料利用率,减少边角余料,使剩余板材得到重复利用,有效节省钢材和耗材;同时通过FastCAM套料软件的切割编程,有效减少预热和穿孔次数,降低火焰预热穿孔的耗材损耗,降低等离子割嘴损耗,更有效地节省钢材和耗材。综上所述,如果能够使用好优化套料编程软件,每年不仅可为企业节省源材料,而且还可有效提高企业的生产效率和经济效益。
名片")