| 产品参数 | |
|---|---|
| 产品价格 | 68/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 16000 |
| 运费说明 | 面议 |
| 小起订 | 10米 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
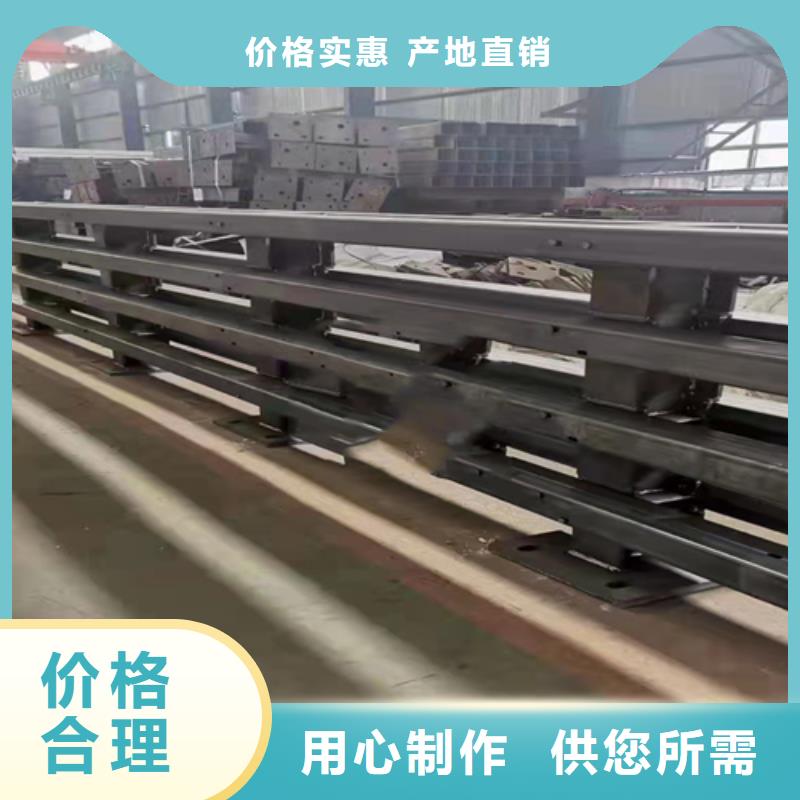
| 产品材质 | 不锈钢,碳钢 |
| 产品品牌 | 众英 |
| 产品规格 | 米 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 图纸 |
| 产品颜色 | 定制 |
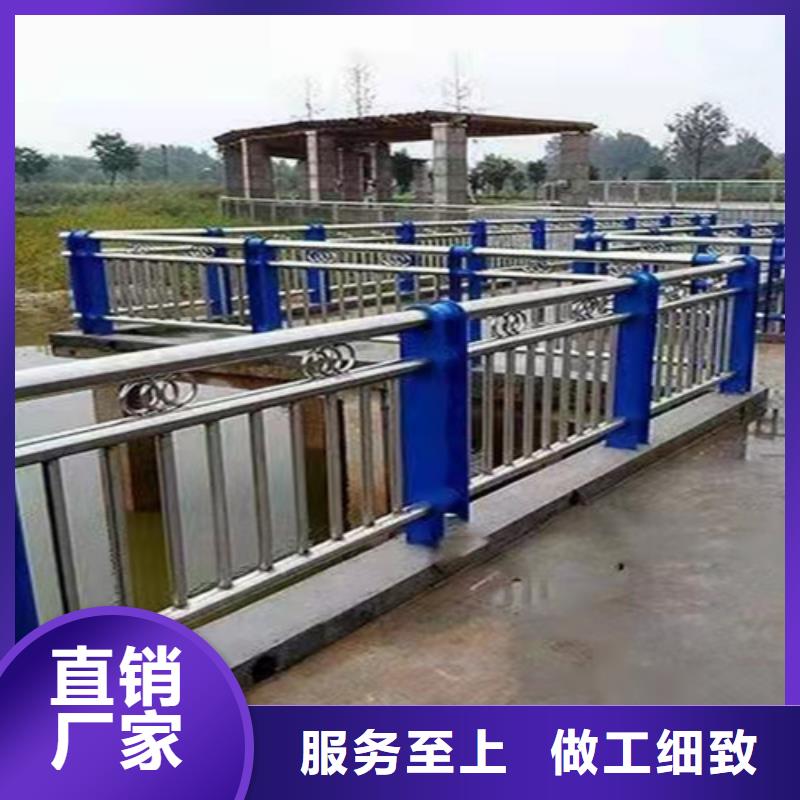
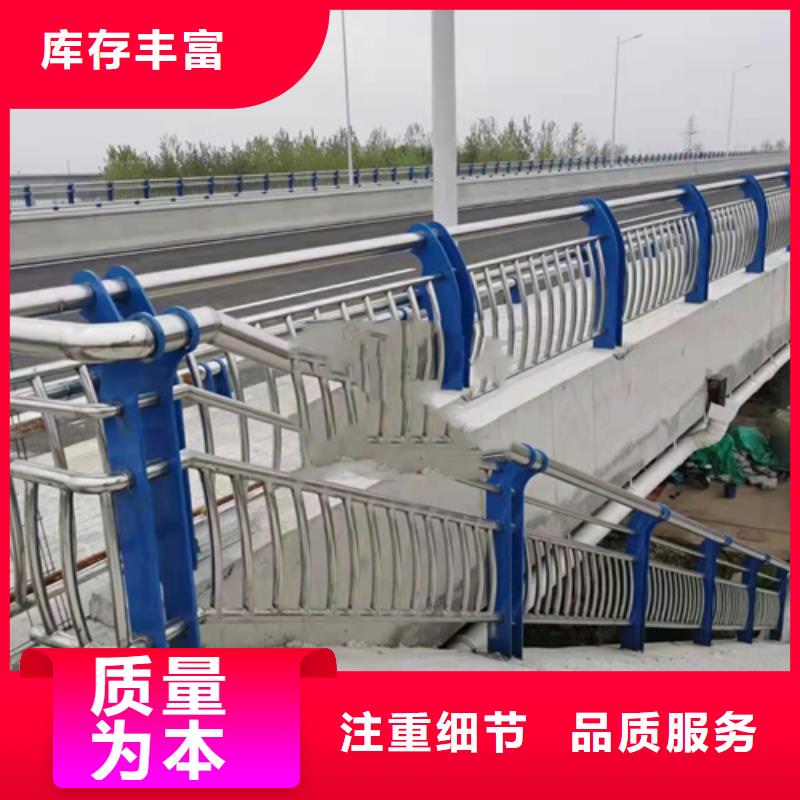
| 适用领域 | 桥梁,道路 |
| 产地 | 山东 |
| 品牌 | 众英 |
| 材质 | 不锈钢和Q235 Q345B |
| 是否全新 | 是 |


目前形势来看,随着冬季补库活动的逐步展开,对焦炭市场或形成小幅带动,但在下游钢材市场弱势的影响下,预计短期国内焦炭市场难现上涨行情,多以持稳为主。当然,从另一方面也反映出商家见好就收的心理,说白了就是对后市没抱希望,这种心态对废钢市场肯定是不利的。另外,今天中钢协公布了10月中旬粗钢产量数据,重点钢企粗钢日产176.29万吨,旬环比降2.1%;重点企业库存1565.63万吨,旬环比下降3.2万吨。
可以看出,产量和库存都在下降,但是库存降得却非常之慢,目前转眼就到了淡季,后面需求会萎缩得很快,不锈钢复合管厂库存却还是这么高,后面凭什么来挺成品材,拿什么来给废钢涨价?但由于出货不畅,盘中价格出现连续走低现象,累跌30元左右。建筑钢材、型材暂时挂稳观望,成交并不理想。好在期螺市场表现尚可,高开后小幅震荡走高。受此影响,午后唐山钢坯报价暂时挂稳,但厂商对后市信心有些不足。据部分下游透露:目前终端订单少,即使有少量订单,其在采购方面也比较谨慎,暂时没有囤货、抄底的打算。
对于APEC会议的影响,一些商家表示:目前唐山高炉停产不多,并且会议利好已经提前释放,因此借此炒作空间不大,今晨结算主导钢厂下调坯价20元。下游成品钢成交依然不是很好,想必也不会大量补充废钢库存,只要库存回升至合理水平,价格跌回来也会很快。当然,话说回来,如果成品钢能成交好一点,加上小厂竞争,不锈钢复合管价格

对不锈钢复合钢的焊接接头,一般既不进行复层的固溶处理,也不进行消应力处理。可是关于极厚的焊件,常常采取中间退火和消应力处理,残余应力的热处理 在底层焊完后进行,热处理后再焊过渡层和复层,如需整体热处理时温度的选择要考虑对复层耐蚀性的影响、过渡层的不均匀性及异种钢物理性能的差异,温度一般为:450~650℃。
不锈钢复合钢的焊后处理常用办法有:退火处理、喷丸处理、借助变形法应力。
综上所述,不锈钢复合管护栏的制造工序仍是比较杂乱的,正是因为不锈钢复合管护栏的杂乱制造工序才成就了不锈钢复合管护栏这么好的运用性能。

不锈钢复合管是一种新型金属复合材料具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。那么不锈钢复合管有哪两种焊接措施呢:
首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。
其次是既保证复合层对齐又减少焊接缺陷,是用坡口机制备坡口,并将内径扩张为等径,坡口两边各剥出1—2毫米复合层,直观地使复合层对齐,用氩弧焊打底,但焊肉不得超过复合层厚度。目的是用焊肉将基层与复合层间隙覆盖,防止油或锈产生的气体进入下道焊缝熔池中而使焊缝产生气孔缺陷。
双金属不锈钢复合管的优势与其它防腐措施相比有如下独特的优势:
、能较好实现旧油管的修复再用,因为该工艺对内壁要求不严,尤其是对于那些被腐蚀成麻抗的钢管内壁,衬层在高压撑胀力的作用下会紧紧贴附于麻抗底部,也就是说对于凹凸不平的钢管内表面防腐,是该工 艺的强项,其它工艺则无法实现。
第二、该管具有很好的整体性,不会出现龟裂、撬皮等现象,可轻易实现内衬层厚度均匀;自身强度高、韧性好,康振颤、抗弯曲、不易划伤,利于搬运及在恶劣条件下的作业等有利条件。
第三、对基管的前期处理要求不严,不需要严格清洗,因为它是机械复合,只要两接触面没有多余杂质即可,因此能降低制造成本;
第四、连接方便,可实现任意连接工艺,尤其是焊接,这是任何一种防腐措 施所无法比拟的;抗高温,该管可在700℃以下的环境中长期工作不变形,这也是其它防腐措施所不及的优势。
因此对于腐蚀严重的钢管,经修复加衬后仍可作为新管使用,这样以来减少了新管的投入,变废为宝,大大降低了生产成本。不锈钢复合管独特的优势决定了它的应用范围广。
(1)根据待滚槽加工内衬不锈钢复合管钢管规格,应选用相应的滚槽模具,并确保模具正确安装。
(2)待加工内衬不锈钢复合管钢管管端应切割平整,对公称直径 100 ~ 150mm的钢管,端面切斜应不大于1.2mm,. 对公称直径大于200mm的钢管,端面切斜应不大 于1.6mm,切割时不应产生管口内陷、变形等 问题。
(3)将待加工内衬不锈钢复合管钢管管端60mm以内内焊缝磨 平避免因内焊缝凸起而对焊缝形成破坏。
(4)内衬不锈钢复合管钢管轴线应与滚槽机轴线基本平行,避 免滚槽时钢管倾斜。
(5)滚槽时上模均勻下压,避免因一次压入 量过大造成应力集中,焊缝开裂。
(6)按标准控制好滚槽深度。

名片")