以下是:弯管好厂家有担当的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
弯管好厂家有担当,航萧管件(池州市分公司)为您提供弯管好厂家有担当产品案例,联系人:宋经理,电话:【17306359888】、【17306359888】,发货地:经济开发区崂山路物流院内。 安徽省,池州市 池州于唐武德四年(621年)设州置府迄今1400余年。2000年6月,设立省辖地级池州市。池州市是长江流域重要的滨江港口城市、皖南国际旅游文化示范区核心城市。位于五大省会都市圈辐射交汇地,交通便捷,集公路、铁路、港口、航空运输于一身,已融入长三角“3小时”都市圈、南京及合肥“1.5小时”通勤圈。池州市以“名山、秀水、富硒地、好空气”而著称,拥有世界地质公园、中国四大佛教名山之一、重点风景名胜区、5A级旅游景区——九华山,以及自然保护区——牯牛降、国际重要湿地——升金湖等景区,境内各类景区景点300余个。
为了让您更地了解我们的弯管好厂家有担当,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
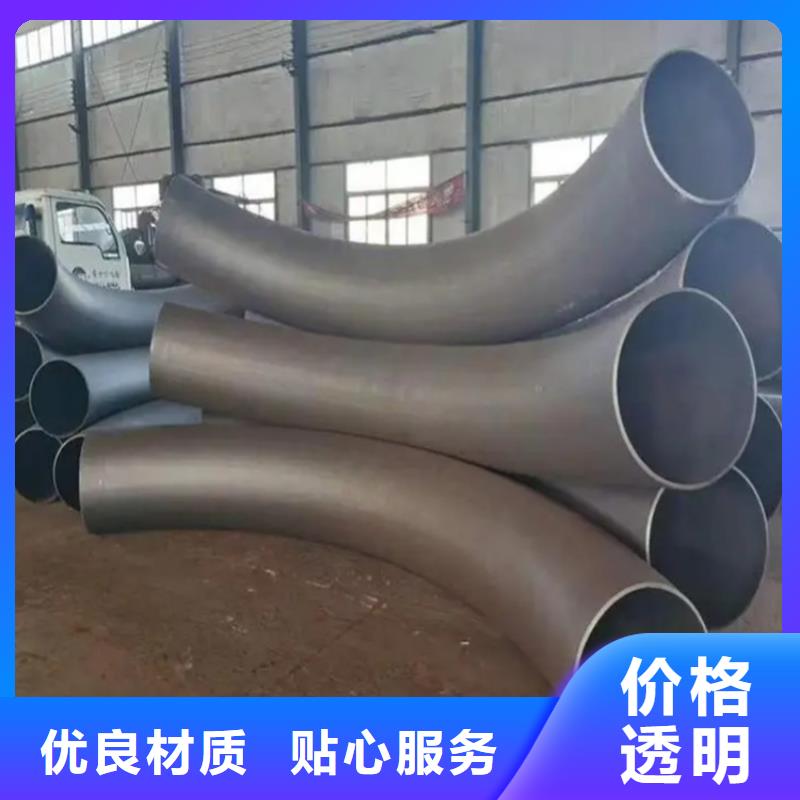
以下是:弯管好厂家有担当的图文介绍


全自动弯管机的质量鉴别方法 随著科技的进步,各式各样的全自动弯管机品种一直在填补市场的空缺,满足市场各种的需求,目前市场上主要的全自动弯管机品种有CNC全自动弯管机,半自动弯管机,手动弯管机,这几种弯管机,如何鉴别全自动弯管机的品质?相信对大多数消费者来说并不是特别了解,全自动弯管机厂的小编认为要注意以下几个方面。 1、模架硬度和模架硬度也是设备能否正常使用的关键。在模具硬度低于洛氏HRC60的情况下,模具硬度低于洛氏HRC50。 2、设备的主要参数测量:让设备空转,用手触摸各模座,手感应无抖动,否则视为不合格产品。 3、将设备装入模具,扣压试样接合处,用卡尺或千分尺测量接合处,圆度在0.1MM以下即可。 4、检查设备模架的八瓣均分和模架的平整度。质量比较好的设备将对这两个参数进行特殊的控制调整,而一些劣质的设备将无法控制以上两个参数。 那以上就是全自动弯管机的质量鉴别的方法了,大家可以了解一下!



航萧管件(池州市分公司)是一家集研发、生产、销售、施工及售后服务于一体的稳步快速发展的专业化 弯管厂家厂家,总部设立于经济开发区崂山路物流院内。在打造 弯管厂家品牌文化的同时,公司坚持用企业文化企业核心竞争力,使企业在发展中树立起良好的社会形象。“行远必自迩、追求无止境”,始终坚持质量稳定、服务周到、全程一体化服务于全国各地 弯管厂家消费者。


你是否知道弯管的这个知识,弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。 弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。 来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。 U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。 弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。 弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。 弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。



弯管在长运输管路中有哪些主要用途。目前正在使用的弯管以及在弯曲生产和加工的整个过程中,有许多损害弯管质量的因素,其中弯管的生产和质量直接危及管道的性及其可靠性和资产节约。现在,弯管生产设备包括弯管组织结构中的结构,以及弯管组织中的弯管。 弯管在长运输管路中有哪些主要用途 为了布置要加工的管材,弯管成形磨机包括磨床和伺服电机电气设备连接、砂轮磨床和闭合产生内腔的固定磨床,其中固定磨床和驱动电机连接驱动旋转,结构还为生产和加工的支撑点管设置支撑点零件,驱动装置连接到支撑点块,支撑点块提供支撑点等待管材的使用,这一阶段的弯曲精度高,成本低,机器设备的可靠性高,因此在具体的生产和加工中获得了较为合理的效率。 目前使用的弯管生产设备包括带形轴承、槽轮弯管结构、换档杆、弯管角板、手工弯管生产设备等,使手工操作台保持弯管,使用斜角结构控制视角,因为目前的有利效果便于使用,提高了工作效率,使不同的原材料能够合理加工。 另外,輔助组织和主模组织能够开展拆换,另外机器设备的构造简易,在其中的合理布局,拆卸便捷,原材料弯折高精度,生产制造和应用低成本,因而弯管的机器设备的应用更为便捷,现如今的弯管在很多行业中获得了更强的运用,因而变成关键的管材商品,以合理的考虑具体的要求。



弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法: 引起弯管质量下降的主要原因分析及注意方法: 1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。 2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。 3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。 4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。
联系人:宋经理,电话:【17306359888】,航萧管件(池州市分公司)在安徽省池州市本地专业从事弯管好厂家有担当,安徽省池州市各个县市以及周边安徽省 合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 贵池区、东至县、石台县、青阳县城市均可提供送货上门服务!
名片")