以下是:S型防磨瓦用途的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 山东聊城 |
|---|
| 供货总量 | 无限量 |
|---|
| 运费说明 | 1-3 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 银海 |
|---|
| 加工定制 | 是 |
|---|
| 规格 | 齐全 |
|---|
S型防磨瓦用途,东腾特钢(怀化市分公司)为您提供S型防磨瓦用途,联系人:肖经理,电话:【18564466265】、【18564466265】,请联系东腾特钢(怀化市分公司),发货地:东昌府区凤凰工业园东段C区8号。 湖南省,怀化市 2022年,怀化市地区生产总值1877.64亿元,比2021年增长3.8% 。
我们的S型防磨瓦用途视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:S型防磨瓦用途的图文介绍
东腾特钢(怀化市分公司)资质好,设备先进,堪称高质量的 风帽公司,荣获湖南怀化工商管理局颁发的重合同守信用企业,为做好优良的 风帽打下坚实的基础。


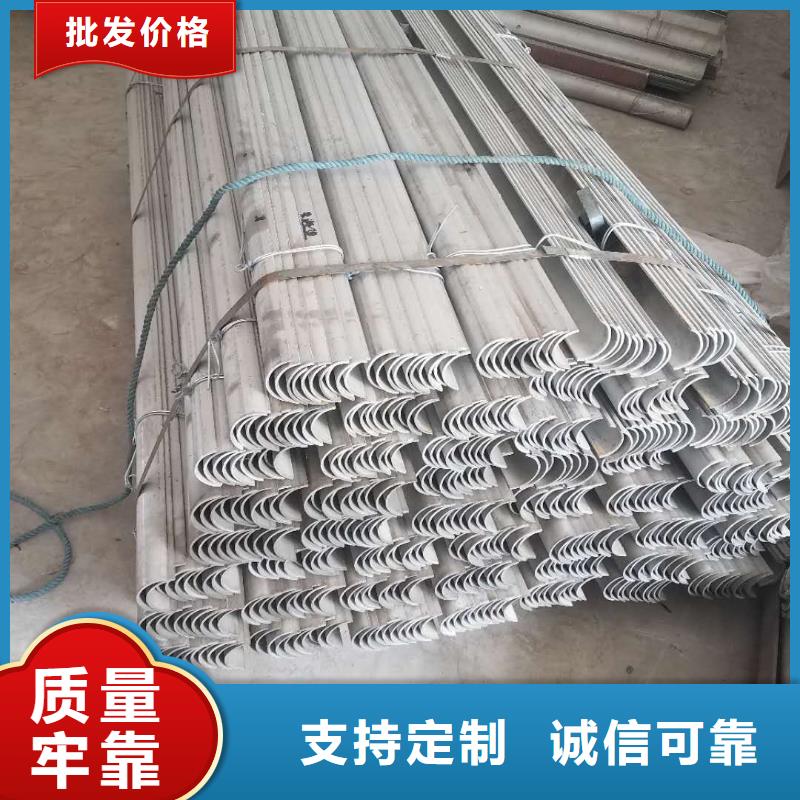
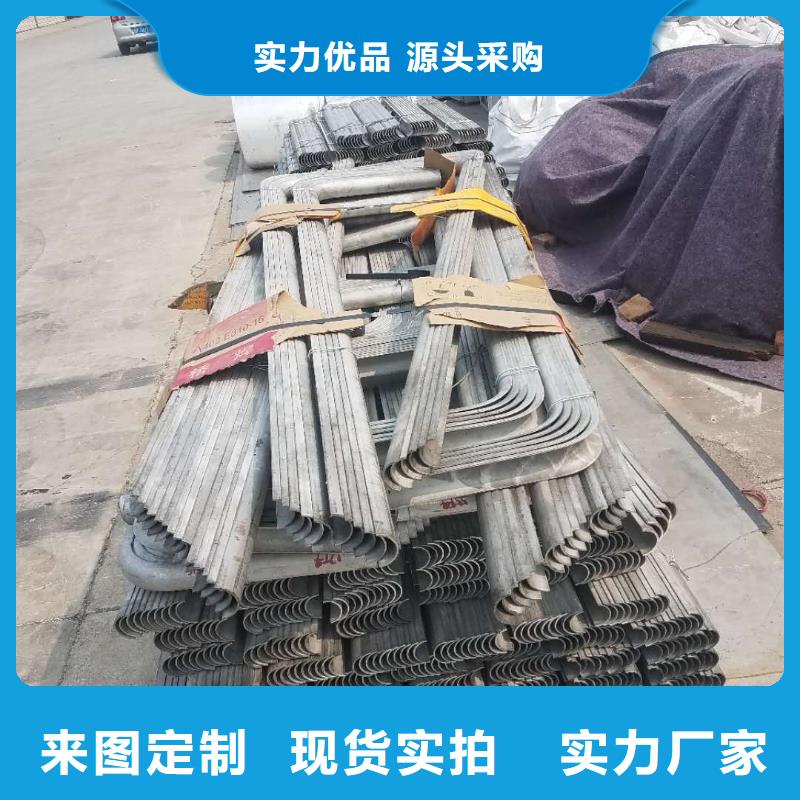
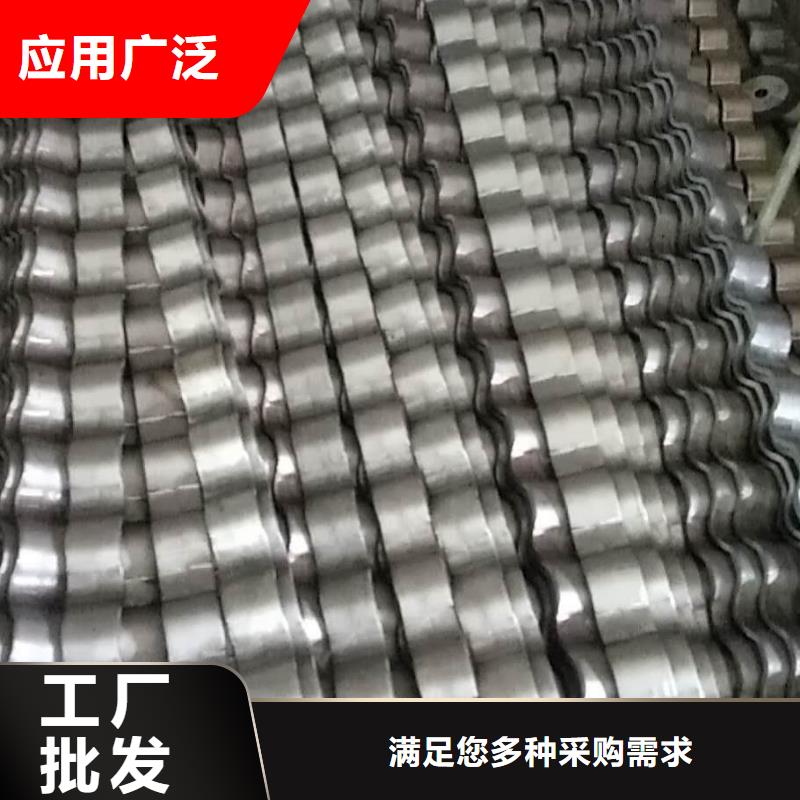
防磨瓦形状、规格 防磨瓦的截面形状大部分是半圆形(180度),也有120—160度的,主要使用在带鳍片的管子上(水冷壁);防磨瓦分为直防磨瓦、内弯防磨瓦、外弯防磨瓦、侧面弯防磨瓦、S型弯防磨瓦等。直防磨瓦长度20mm—3000mm不等,一般长度1000-2000mm比较常用见;带弯的防磨瓦一般要求提供加工图纸,并且图纸上要有以下参数:所使用管子外径、所使用管子弯曲半径R(到管子中心)、弯曲角度度数及防磨瓦弧段两边的直段长度。
防磨瓦的基本参数就是所使用的管子的外径φ(也就是防磨瓦的内径),管子主要规格有:32、38、42、44.5、48、51、57、60、63.5、76、89mm等等;防磨瓦内径通常比所使用管子外径大1-3mm不等,具体根据实际要求。



链条炉排市场
炉排有链带式和链条式两种。链带式炉排的炉排面即链带本身;而链条式炉排的炉排片固定在链条上部的支架或支座上。链带式炉排和链条式炉排均由链轮带动链条,使炉排片缓慢行进。煤从炉排前端的煤斗均匀下落在炉排上。煤层的厚度用一煤闸门上下起落加以调节。随着炉排向后移动,煤由着火、燃烧直至烧尽。也有不用煤斗给煤而用抛煤机把煤抛在炉排后部而炉排向前移动的。炉排的速度依煤种和锅炉负荷的不同由齿轮变速器加以调节。链条炉排运行可靠,燃烧稳定,燃料适应性广,广泛使用于工业锅炉中。



表面热处理是只加热工件表层,以改变其表层力学性能的金属热处理工艺。为了只加热工件表层而不使过多的热量传入工件内部,使用的热源须具有高的能量密度,即在单位面积的工件上给予较大的热能,使工件表层或局部能短时或瞬时达到高温。表面热处理的主要方法,有激光热处理、火焰淬火和感应加热热处理,常用的热源有氧乙炔或氧丙烷等火焰、感应电流、激光和电子束等。
化学热处理是通过改变工件表层化学成分、组织和性能的金属热处理工艺。化学热处理与表面热处理不同之处是后者改变了工件表层的化学成分。化学热处理是将工件放在含碳、氮或其它合金元素的介质(气体、液体、固体)中加热,保温较长时间,从而使工件表层渗入碳、氮、硼和铬等元素。渗入元素后,有时还要进行其它热处理工艺如淬火及回火。化学热处理的主要方法有渗碳、渗氮、渗金属、复合渗等。



金属热处理的工艺
热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。
加热是热处理的重要步骤之一。金属热处理的加热方法很多,早是采用木炭和煤作为热源,进而应用液体和气体燃料。电的应用使加热易于控制,且无环境污染。利用这些热源可以直接加热,也可以通过熔融的盐或金属,以至浮动粒子进行间接加热。
金属加热时,工件暴露在空气中,常常发生氧化、脱碳(即钢铁零件表面碳含量降低),这对于热处理后零件的表面性能有很不利的影响。因而金属通常应在可控气氛或保护气氛中、熔融盐中和真空中加热,也可用涂料或包装方法进行保护加热。
S型防磨瓦用途,东腾特钢(怀化市分公司)为您提供S型防磨瓦用途产品案例,联系人:肖经理,电话:【18564466265】、【18564466265】,发货地:东昌府区凤凰工业园东段C区8号。
名片")