


- 产品名称
无缝钢管
- 规格
齐全
- 产地
聊城,天津,无锡,上海
- 材质
齐全
- 长度
8-12米
- 计重方式
吨
- 是否能加工定制
能



我公司本着“质优,熟约重誉”的经营理念 服务宗旨为广大客户质优价廉产品和后服务,得到了各界新老用户的支持和赞誉。经过多年的经营,现已同全国各大钢厂建立了稳固的供货体系,和使用单位建立了良好的销体系。我公司郑重承诺,在同等的质量下,保证低的价格,完善的服务,崇高的誉来答谢社会各界朋友的支持和厚爱,愿与各界朋友真诚合作,携手共进,共创伟业,共铸辉煌!
公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户”的原则并可为客户,汽运,海运,火运等各项运输,为广大客户优质的服务,欢迎新老客户惠顾。
山东聊城开安管业有限公司真诚邀请广大客户诚合作,共同发展,共创美好明天!
山东聊城开安管业有限公司郑重向你承诺:保证以质量,以低的价格,完善的后服务,来答谢新老客户。本库没有的规格可提前,保证按时到货。

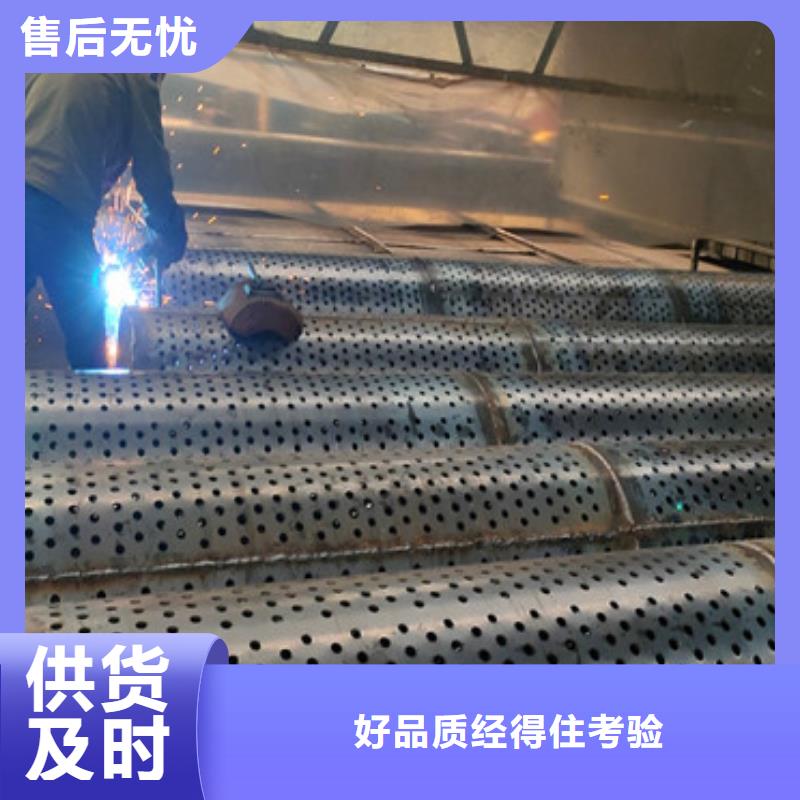
Q235B螺旋钢管的清洗和预热的方法
大口径Q235B螺旋钢管在日常使用中会出现一些问题,用户要做好日常的维护,保证产品的合理使用,其中,生锈是螺旋钢管常见的问题,大口径螺旋钢管生锈后主要使用钢丝刷等工具对钢材表面进行打磨,螺旋管的清洗和预热可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若螺旋管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
另外,用户要注意螺旋钢管的清洗和预热的方法,螺旋钢管在喷(抛)射处理前,采用清洗的方法除去钢管表面的油脂和积垢,采用加热炉对管体预热至40一60℃,使钢管表面保持干燥状态。在喷(抛)射处理时,由于承压流体输送用螺旋缝高频焊钢管表面不含油脂等污垢,可增强除锈的效果,干燥的钢管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的 低压流体输送用焊接钢管表面更加洁净。

螺旋钢管在安装施工的时候要严格按照规定施工措施来保证管道工程的质量,在螺旋钢管施工对接之前与管道有关工程经检验合格,要满足安装要求;螺旋钢管、管件、管道附件等已检验合格,具有相关证件;管道组成件及预制件已按设计核对无误,内部已清理干净无杂物。
螺旋钢管的对接安装应按单线图所示,按管道系统号和预制顺序号安装。安装组合件时,组合件应具备足够刚性,吊装后不应产生永久变形,临时固定应牢固可靠。螺旋钢管安装时的水平段坡度方向以便于疏放水和排放空气为原则确定。螺旋钢管对接时,不得用强力对口,加热管子,加偏垫或多层垫等方法来消除接口端面的空隙、偏斜、错口或不同心等缺陷。
螺旋钢管或管件的坡口及内外壁10-15mm范围内的油漆、垢、锈等,在对口前应清除干净,显示出金属光泽。螺旋钢管对口一段应平直,焊接角变形在距离接口中心200mm处测量,当钢管的公称通径DN<100mm时,折口的允许偏差a≤2mm;当DN≥100mm时,允许偏差a≤3mm。螺旋钢管的对口一般应做到内壁齐平,如有错口时,对接单面焊的局部错口值不应超过壁厚的10%,且不大于1mm,对接双面焊的局部错口值不应超过焊件厚度的10%,且不大于3mm。对口符合要求后,应垫置牢固,避免焊接过程中螺旋钢管移动。
螺旋钢管对接安装应根据现场实际条件进行组织,原则为先大管后小管,安装工作有间断时,应及时封闭管口。

球墨铸铁管的安装方法是什么
一、先截取相应长度的球墨铸铁管,切开后应确保直管两端断面与直管轴线笔直、断口润滑规整、无飞边毛刺,以免划伤橡胶密封圈;
二、在球墨铸铁管的两端插口上画好刺进深度标志线,深度标志线的断面与轴线相笔直,管件承口与直管插口端部连接处应保留大约5mm的间隙;
三、将法兰压盖、橡胶密封圈依次套人直管插口端,橡胶密封圈的上边缘与直管插口上画好的刺进深度标志线对齐;
四、装置直管时将直管插口端刺进管件承口内,装置管件时将管件承口端套入直管插口,并坚持橡胶密封圈在承口内的深度相同;
五、顺管件指向直管的方向装入螺栓,紧固螺栓时应对角交叉进行,逐一逐次均匀紧固,使橡胶密封圈均匀受力。
