

- 产品名称
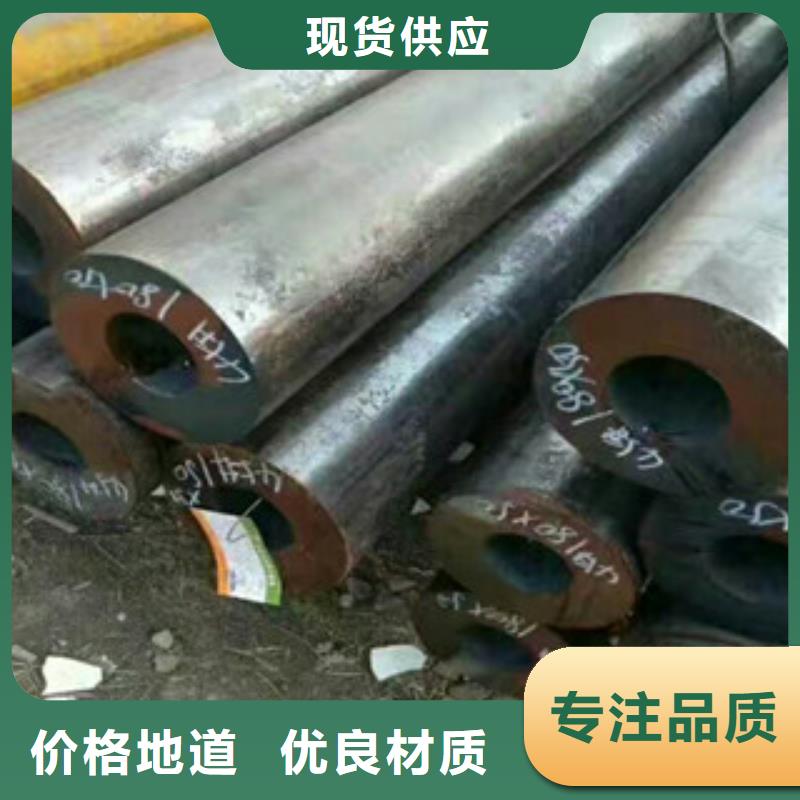
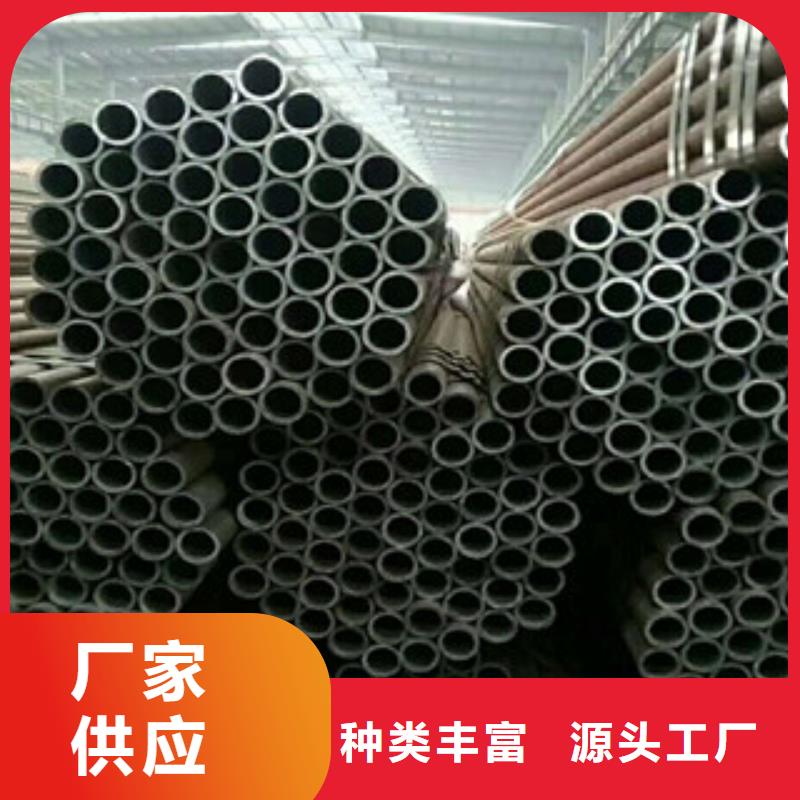
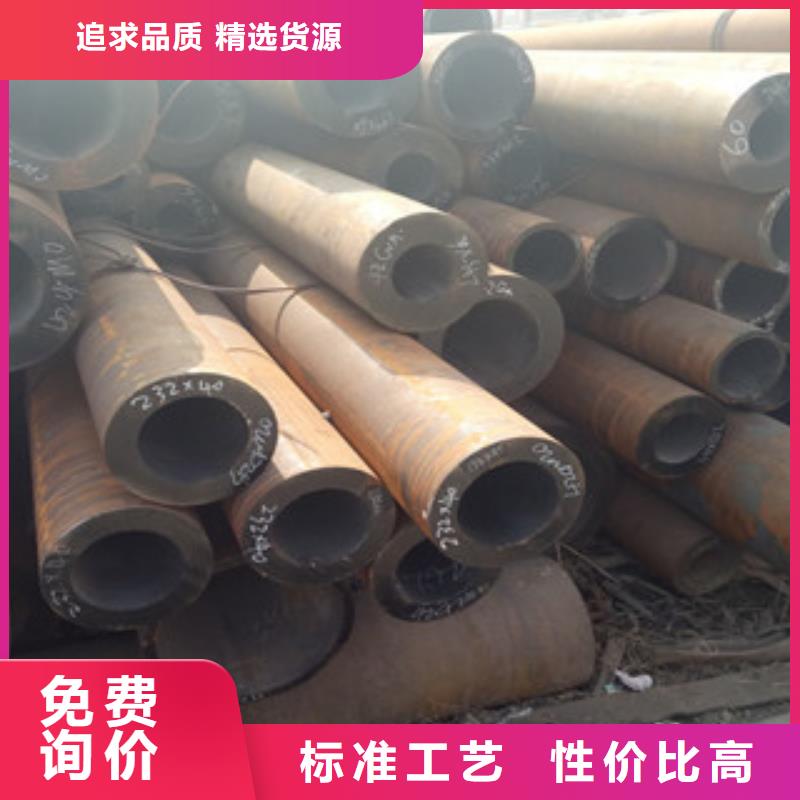
无缝钢管
- 规格
齐全
- 产地
聊城,天津,无锡,上海
- 材质
齐全
- 长度
8-12米
- 计重方式
吨
- 是否能加工定制
能

山东聊城球墨铸铁管有限公司主营:球墨铸铁管,柔性接口铸铁排水管、管件的专业化大型企业. 在球墨管件、井盖铸造的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2003和国际标准ISO2531、EN545标准,井盖执行EN124标准。
目前我公司的管件产品规格DN80-DN800,亦可以按用户要求的其他标准安排生产。管件年产量达二百万余吨,已销往国内各省以及欧洲、中东、东南亚等国家和地区。公司成立以来,一贯奉行"质量第一"的宗旨,模具车间、机加工车间、水压车间、化验室、清砂车间等加工检测设备完善,并于2002年通过ISO9001:2000质量管理体系认证。
现我公司有大量球墨铸铁管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。
公司实施"以人为本"的现代化管理体制,注重提高员工的整体素质
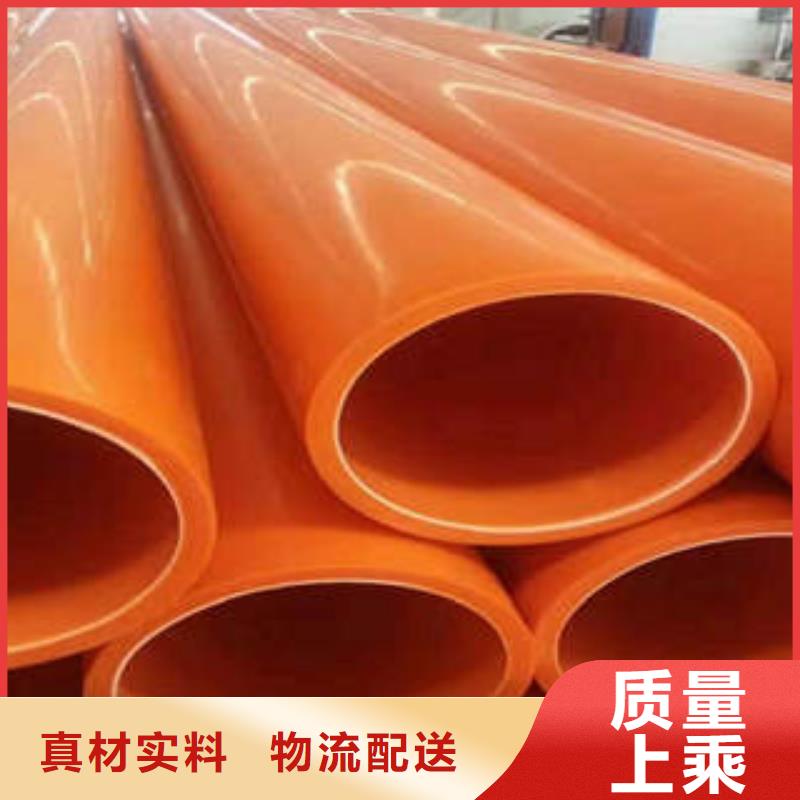
如何对防腐螺旋钢管进行保养和维护呢?
随着经济的发展防腐螺旋钢管的使用变的更加广泛,但是很多人对不锈钢的性能认识不多,对不锈钢的维护保养就知道的更少数了。那么该如何对防腐螺旋钢管进行保养和维护呢?下面就带大家一起来看看吧.
很多人以为不锈钢是永不生锈的,其实,不锈钢的耐腐蚀性良好,原因是表面形成一层纯化膜,在自然界中,它以更稳定的氧化物的形态的存在。也就是说,不锈钢虽然按使用条件不同,氧化程度不一样,但终都被氧化,这种现象通常叫腐蚀。
为了达到大的耐腐蚀性和美观性,防腐螺旋钢管的表面必须保持清洁。如果正确选择了不锈钢牌号和表面光洁度,并定期进行清洁计划,将会产生良好的性能和较长的使用寿命。必须防止表面污染和防腐螺旋钢管表面上的沉积物的形成。这些沉积物可能是在施工期间产生的铁或锈的小颗粒。工业,甚至自然发生的大气条件都会产生同样具有腐蚀性的沉积物,例如海洋条件下的盐沉积物。
因此,对不锈钢表面必须进行定期的清洁保养,以保持其表面及延长其使用寿命。清洗不锈钢表面时必须注意不发生表面划伤现象,避免使用漂白成分以及研磨剂的洗涤液,钢丝球.研磨工具等,为除掉洗涤液,洗涤结束时再用清水冲洗表面。
清洗注意事项
①清洁剂内不能含有带颗粒状的研磨剂,以防止磨乱发纹或使表面受损。
②清洗时按照发纹的方向,有顺序擦洗。
③用清洁剂清洁洗完后,再用充分足的清水冲洗干净,后必须要用干布擦干。
2.清洁剂成分要求:建议根据具体情况选购对应的不锈钢清洁剂,国内市场有售,(成分宜满足:酸碱度:碱性;活性成分含量:>30%)。
3.不可以含酸性物质,特别是含有氯的酸和含有氯的物质,其次是硫酸、亚硫酸和有氧化的酸。
4.发纹防腐螺旋钢管脱胶的清洗剂应是无氧化性的有机溶剂,常用的有酒精、二甲苯类、丙酮等。
5.表面经过处理的不锈钢(如镜面、钛金),应慎重选用清洁剂,应选用中性的并且不含有研研磨剂的清洁剂。

大口径螺旋钢管热疲惫稳定性一般指作业在冷、热交变作用下抵抗产生裂纹的才能。螺旋焊接钢管焊接时需求要点便是要有细密性,这样才能在运用螺旋环节钢管时不会呈现。出产制作螺旋焊管时会遇到某些状况,例如气孔,当焊管进行制作的时分焊缝傍边就会呈现气孔,像焊管在进行运用的时分在焊缝傍边存在着气孔的话,就会影响到焊管的细密性,使管道呈现走漏形成重大的损失。
还有在焊管进行运用的时分还会因为焊缝傍边的气孔,而引起腐蚀,降低螺旋焊接钢管的运用时刻。大口径螺旋钢管管坯和毛管简单形成分层缺点。为了消除管坯和毛管分层缺点,应把轧辊转速降低到开始呈现分层的临界轧辊转速以下。经过测定热塑性曲线,选择*的加热温度。管坯加热还要注意有足够的保温时刻。
以降低变形抗力和进步塑耐性。进步钢水的洁净度,削减有害搀杂;添加连铸坯等轴晶比例,削减中心偏析和中心疏松;选用合理的冷却制度,避免铸坯内部呈现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,削减内部应力,从而确保管坯和成品管材的组织和力学性能满足技术标准要求。
螺旋焊接钢管厂家直销价格近期价格继续上涨,有预订方案的提前做好订购准备,我公司引进大型大口径螺旋钢管出产线数条,能够出产大直径2020mm,壁厚20mm的大口径螺旋钢管,填补了我国几大钢厂的一项空缺。
使用钢厂所出产的卷板作为质料进行出产,在较短时刻内使螺旋管连续出产,到达客户所需求的规格。用户能够来料加工,也能够直接定做非标,特殊类型的大口径螺旋钢管。可极大缓解国内市场上大口径厚壁大口径螺旋钢管资源紧张的状况。

无缝钢管在进行加工和制作的过程中要重视程序和各种工序的改善,下面无缝钢管厂家给大家分享怎样保证无缝钢管的壁厚不断提升?
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,大升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。

