


- 产品名称
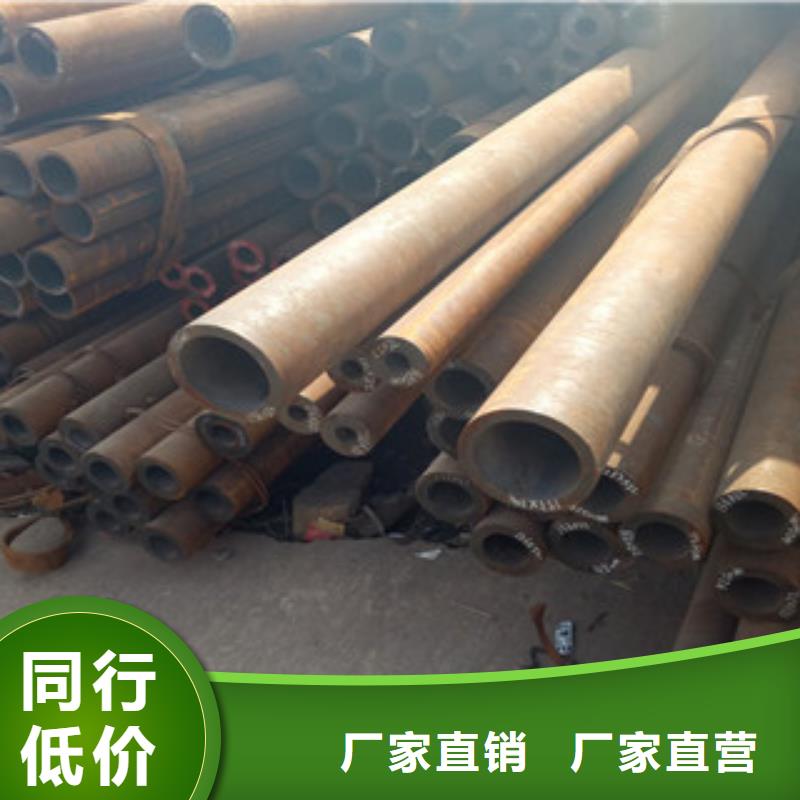
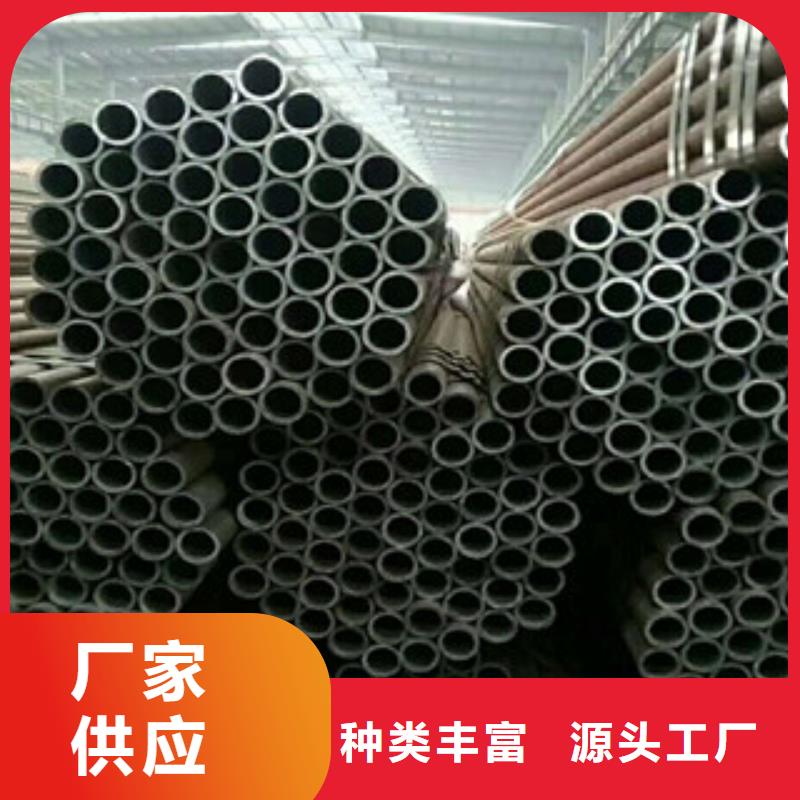
无缝钢管
- 规格
齐全
- 产地
聊城,天津,无锡,上海
- 材质
齐全
- 长度
8-12米
- 计重方式
吨
- 是否能加工定制
能

球墨铸铁管配件连接方式,有如下5种:
1、螺纹衔接:适用于管径小于100mm,压强小于1.0MPa;
2、法兰衔接:适用于管道→管道、阀门、设备;
3、承接衔接:适用于带承接口的铸铁管;
4、焊接衔接:衔接可靠,可是拆卸困难;
5、粘合衔接:适用于塑料管的衔接。
螺旋钢管是以带钢或卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋焊接钢管。 螺旋钢管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(GB/T9711.1-2011)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝焊钢管(SY5037-2012),用于承压流体输低压介质的螺旋缝焊钢管。
山东开安钢管公司是华北地区大型的螺旋钢管生产厂家,生产规格从219-3700mm,壁厚可达25.4mm,本公司特色是生产超厚壁螺旋钢管和大口径螺旋钢管,DN400及以上厚可生产20mm厚,大口径螺旋钢管可生产到外径3720mm(国内大口径)。
螺旋钢管及其标准分类: 承压流体输送用螺旋缝埋弧焊钢管(SY5037-2012)主要用于输送水、钢结构、桥梁支撑;承压流体输送用螺旋缝焊钢管(GB/T9711.1-2011),主要用于输送石油、天然气等介质。
螺旋钢管的特点:螺旋钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊.
现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件第一部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管)、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)
螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管.
无缝钢管的控制是钢管生产的难点,改善无缝钢管精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,大升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
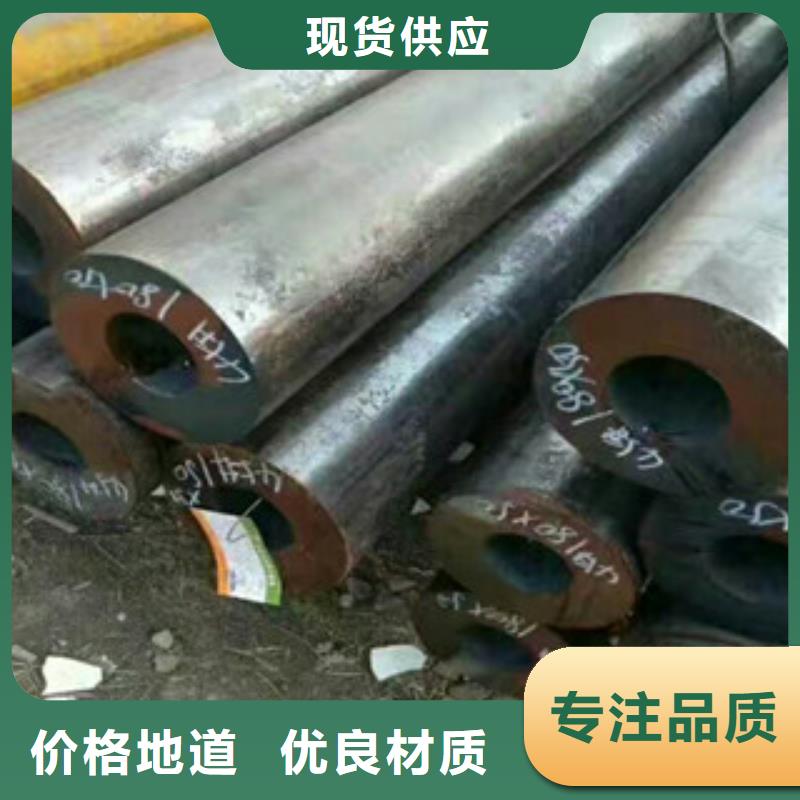
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,无缝钢管要求≥25mm且无缝钢管均匀的厚壁管。
7、轧机芯棒
芯棒要选用无缝钢管较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。无缝钢管均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的无缝钢管精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。

单层环氧粉末防腐适用于双层环氧防腐结构面层涂装。适中的固化时间,涂层光洁平整,良好的外观在吊装运输、下沟回填、穿越等管道施工中的抗划伤性能优异杰出的附着力及机械物理性能,尤其适用于穿越管道防腐具有优异的抗阴极剥离及耐腐蚀性能阴极保护相容性好。
单层环氧粉末防腐适用于双层环氧防腐结构面层涂装。适中的固化时间,涂层光洁平整,良好的外观在吊装运输、下沟回填、穿越等管道施工中的抗划伤性能优异杰出的附着力及机械物理性能,尤其适用于穿越管道防腐具有优异的抗阴极剥离及耐腐蚀性能阴极保护相容性好。
单层环氧粉末防腐是输送石油、天然气、盐卤、冷气、暖气、热水、等的理想管道。是石油、化工、电厂、小区或办公区集中供暖供冷必用品。
执行DIN30670、DIN30671、SY/T0413-2002、SY/T0315-97标准。
