


- 材质
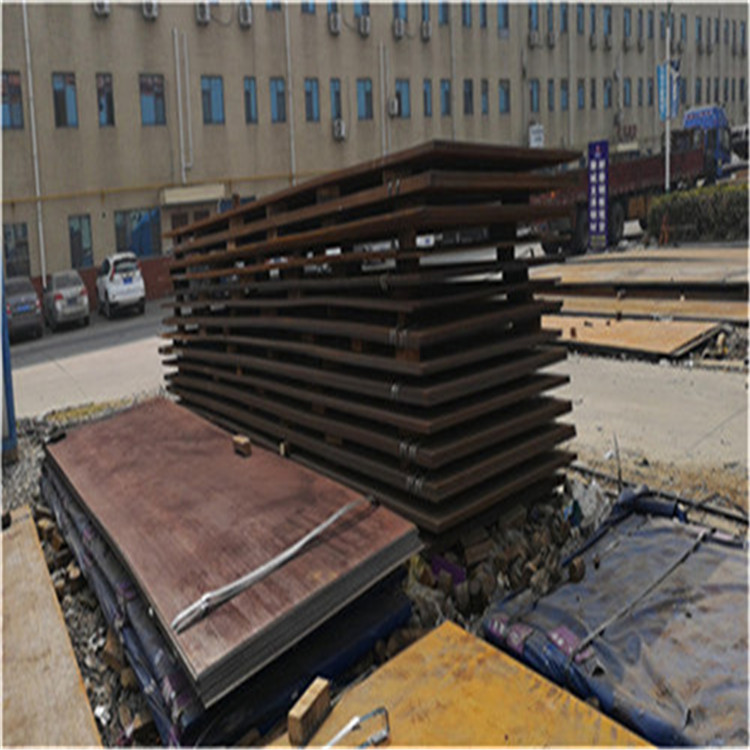
NM360耐磨板
- 产地
聊城
- 规格
齐全
- 类型
耐磨板
- 颜色
黑色
- 品牌
龙泽耐磨板
- 型号
齐全
- 可定制
是





利用金相、透射电子显微镜研究了不同回火温度对复合耐磨板的显微组织与力学性能的影响,研究了氢在耐磨板中的扩散行为,用电子探针分析了热变形复合耐磨板微观组织中的碳浓度分布,同时结合慢应变速率拉伸实验研究了复合耐磨板的氢脆性。
复合耐磨板回火后组织变化明显,碳含量较高和晶粒显著细化作用使抗拉强度从1300MPa级到了1500MPa级,形变诱导铁索体晶粒中的碳含量明显过饱和。当扩散反应达到平衡态时,原子位移平均平方代换与反应时间成线性关系,随着焊后冷速的降低,冷却过程中逸出的氢增多。
通过试样充氢后放置试验,发现扩散氢量不受焊道数量的影响,在100~200℃保温时,复合耐磨板中逸出氢的总量变化不大,但逸出时间随温度的升高而明显缩短。在形变诱导铁素体相变过程中,碳没有发生明显的从铁素体向奥氏体扩散,当温度低于580℃热压退火处理时,扩散层厚度随Si含量的增加先急剧减小然后增大,其氢脆性也明显增加。
从热力学的角度分析,在高于奥氏体-铁素体平衡转变温度Ae3变形,在复合耐磨板基体晶界上严重偏析,生成Al-Cu相中脆的相(Al2Cu)。原子在x与y矢量方向扩散速度相近,且远大于z方向扩散速率,变形存储能的作用终降低了体系相变后的自由能,当温度高于580℃时,扩散层的厚度随Si含量的增加而增加。

定位焊道长度应不小于40mm。焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。Ni5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。⑤Ni5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行消除应力热处理。
防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不。
长时间使用不同的复合耐磨板,则钢板的表面会存在很多物质,如果不加以处理而直接使用的话,钢板的使用效果势必会受到影响。但针对这些不同物质的清洗,采用的方式也是不同的,大家懂得区分并掌握。其中夹带的多的应该就是粉尘,但是这也是容易去除的物质,只需用水或碱性溶液就能的去除。
但是,如果尘垢的附着力比较强的话,是用高压水或蒸汽来进行清理。在复合耐磨板的表面,还有一些物质将会是材料产生腐蚀,那就是游离铁,因此必须清除。由于表面铁的来源很多,因此清除的方式也要用不同的,想要得到令人满意的结果,是用干净的纯水或对表面进行洗涤,直到深蓝色消失。

复合耐磨板在进行加工制作的时候,对于其外观的工艺主要是采用多层喷涂手法。因为这类工艺相对来说会比较,而且在外观质量上更具有耐腐蚀性、耐候性等特点,同时还能有效的延长其使用的时长,更好地发挥材料的作用。
复合耐磨板在进行加工制作的时候,对于其外观的工艺主要是采用多层喷涂手法。因为这类工艺相对来说会比较从制作流程上来看,多层喷涂工艺制作的主要步骤是行复合耐磨板的底漆涂层,然后再进行面漆涂层,然后是进行罩光漆涂层处理,后是进行相应的耐磨板外观固化效果处理。
复合耐磨板在进行加工制作的时候,对于其外观的工艺主要是采用多层喷涂手法。因为这类工艺相对来说会比较底漆涂层即进行复合耐磨板底材封闭的底漆装饰。这一层作为内在的装饰工艺,主要是为了进一步涂饰时的涂层抗渗透的强度。
通过有效的底层涂漆对复合耐磨板进行首层保护。这样一来既可以材料的表面效果,是的进一步的涂饰效果具有良好的均匀性,又可以面漆材料和金属板的附着效果。一般底漆的厚度控制在5-10微米左右。复合耐磨板在进行加工制作的时候,对于其外观的工艺主要是采用多层喷涂手法。

通过800℃加热保温,可以得到含有铁素体、贝氏体和残留奥氏体的多相组织,且含TRIP钢中有V(C,N)析出。830℃保温时,工艺弛豫时间显著影响铁素体晶粒尺寸、铁素体量以及铁素体基体上的位错密度和沉淀析出量,随贝氏体区保温时间的延长,双金属耐磨板中残余奥氏体体积分数先增大后,残余奥氏体中碳含量增多。
在相同等温时间下,等温温度越高,残余奥氏体中的碳含量越大,双金属耐磨板中的铁素体、贝氏体晶界或者相界面1m以上大颗粒奥氏体发生相变,双金属耐磨板的抗拉强度、伸长率和强塑积分别达到820MPa,35%和30750MPa.%的值。
用光学显微镜研究耐磨衬板半固态二次加热过程中合金的晶粒长大规律和晶粒的形貌演变,淬火固定其半固态组织后,测量并统计出平均晶粒尺寸及合金液相体积分数,并与理论计算数值进行比较。随着加热温度的升高,相的生长和球化速度变快,耐磨衬板中原位Al2O3颗粒对合金的铸态组织没有明显的细化和球化作用,在接近液相线温度(648℃)保温30min后的铸造组织较好,中心部位和边部组织的差异较小。
但是在合金的二次加热过程中对晶粒长大行为具有作用,并与采用原位反应近液相线铸造方法制备耐磨衬板,和长大规律。随着着二次加热温度的升高和保温时间的延长,在液相线温度附近(630℃)保温后耐磨衬板的锭坯中心和边部组织均是均匀、细小的近球形组织。

