
- 产地
河北盐山
- 加工服务
定制样品
- 用途范围
压力容器,建筑装饰,化工设备
- 规格
720*12,720*10,720*9,720*8
- 材质
刚塑复合
- 质量等级
正品
- 产品表面描述
光滑无绣





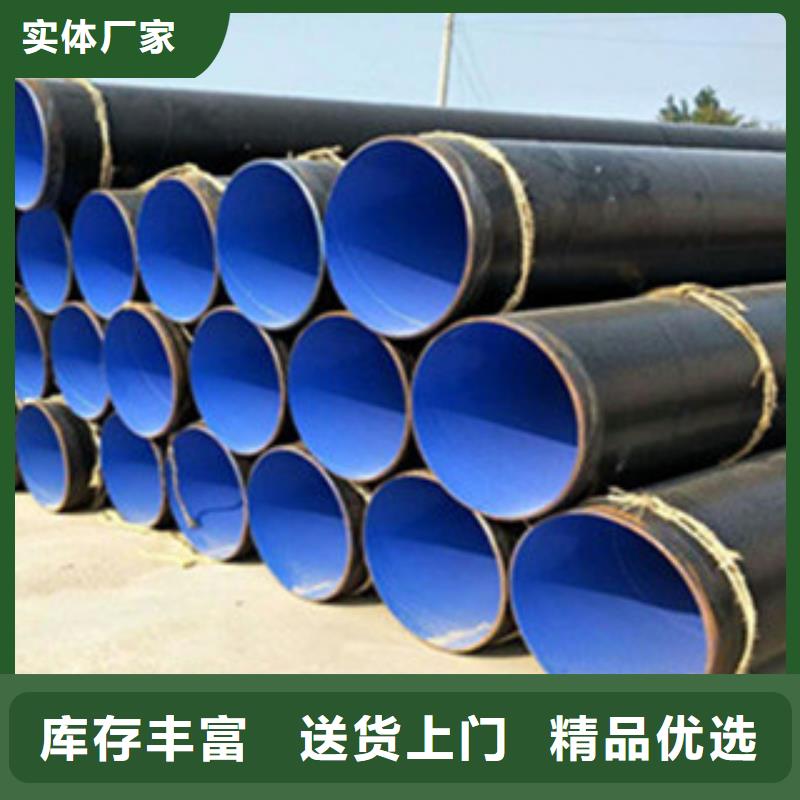
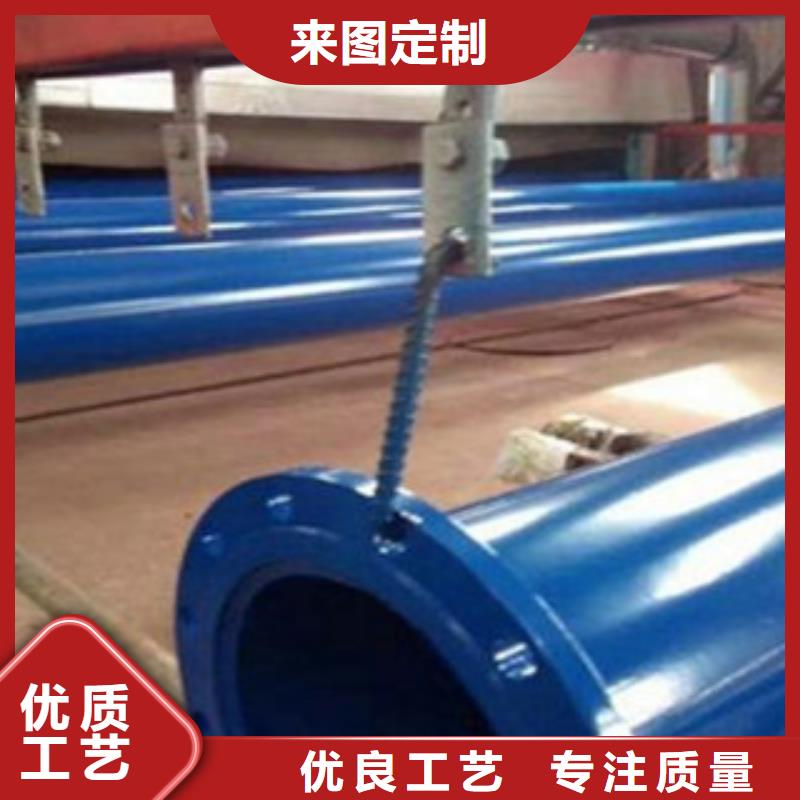
钢套钢蒸气复合保温管适用于运送2.5MPa、350摄氏度以下的蒸汽或其它介质,该产品用钢管做外防护层,具有强度高,不易损坏,施工检修简便,使用寿命长的优点。1.聚氨酯泡沫层:保证介质温度,保证外护管表面保持常温。2.减阻层:保证工作钢管热胀冷缩自由运动。3.防腐层:保护外钢管避免腐蚀物腐蚀钢管,延长钢管使用寿命。4.工作钢管:保证输送介质正常流动。5.外护钢管:保护保温层免受地下水侵蚀,支撑工作管并能承受一定的外部荷载,保证工作管正常工作。6.阻隔、反射层:保证有机泡沫材料不进入无机硬质耐高温层;反射耐高温层部分热量。 
压制时应根据规格型号选取对应的压制胎具,动力设备为三通液压成型机,压制前应检查设备,确认其处于良好运转状态。正确调整各限位开关,检验各控制开关的有效性和灵敏度。设备应由专人操作,在生产过程中应时刻注意观察压力的读数,并做好相应的调整,如出现压力异常或推不动等紧急情况应立即停机检查。压力机启动后,不准将头手等身体部位压力机工作台面内。三、压制1、压扁将出炉的坯料放到液压机上压扁,压到出现直边,成椭圆形,不过不欠就收。外观检查,三通在多次淬火多次压制后,外观会出现凸凹不平,起皱等现象。这种现象为正常现象,工人可通过后续修补工作拟补这些缺陷。在所出现缺陷区域做好标记,进入补焊和修磨工序。凸出区域使用磨光机磨削掉,凹处区域使用手工电弧焊补焊。褶皱区域使用车床车削掉
回火热处理:钢制无缝三通挤压成型后应进行热处理,目的是消除冷挤过程中产生的应力。加热到750℃左右,恒温一定时间(恒温时间为每25mm壁厚1h,且不得少于15min),随炉冷却至400℃以下后出炉自然冷却。
坡 口:坡口设备采用普通车床。坡口产生的毛刺应修磨干净。坡口角度37.5±2.5°。
除 锈:刷漆前应对三通表面进行除锈处理,目的是去除浮锈,增加油漆附着力。在条件允许的情况下,尽可能采用抛丸除锈机对其进行抛丸除锈。除锈效果以去掉浮锈,见到金属本色为宜。

大型法兰加工的过程当中,多多少少都会考虑到更多的事情,比如管道和管道之间的相互连接,同样在大型法兰加工的时候,焊接法兰的地方上面就会有孔眼,而且罗珊会让整个法兰来进行有效的连接,不过焊接法兰同样也是一种盘中的零部件,焊接的时候要把两个管道给有效的连接在一起,甚至他们可以在各个不同的领域当中被焊接,关于这一方面还是有很多常识。
一、大型法兰加工焊接标准体系大型法兰加工焊接的时候,基本上可以分为几个不同的体系,有着以德国为主的欧洲管的法兰体系,也有着以美国为主的法兰管的体系,还有日本或者是其他的一些体系,不过通常来说大型法兰加工的时候,他们的焊接体系的不同对于整个产品将会有至关重要的影响,而且所生产出来的产品终也是不同的。二、大型法兰加工焊接的工艺大型法兰加工的过程当中,肯定都是要准备相关的设备的,一定要检查一下调试的设备,确保所有的设备能够正常的运转,甚至要准备所有的焊条,好能够在330度到350℃的时候来进行烘干,而且烘干的时间要保证在一个小时,不过组装的时候要把更多的锥体或者是大型的法兰按照相关的图纸装在一起,然后平均把这些大型的法兰分成几个等份,焊接的时候,因为法兰口本身较厚,所以说他们的坡口比较大的法兰分成几个等份,焊接的时候,因为法兰口本身较厚,所以说他们的坡口比较大

