
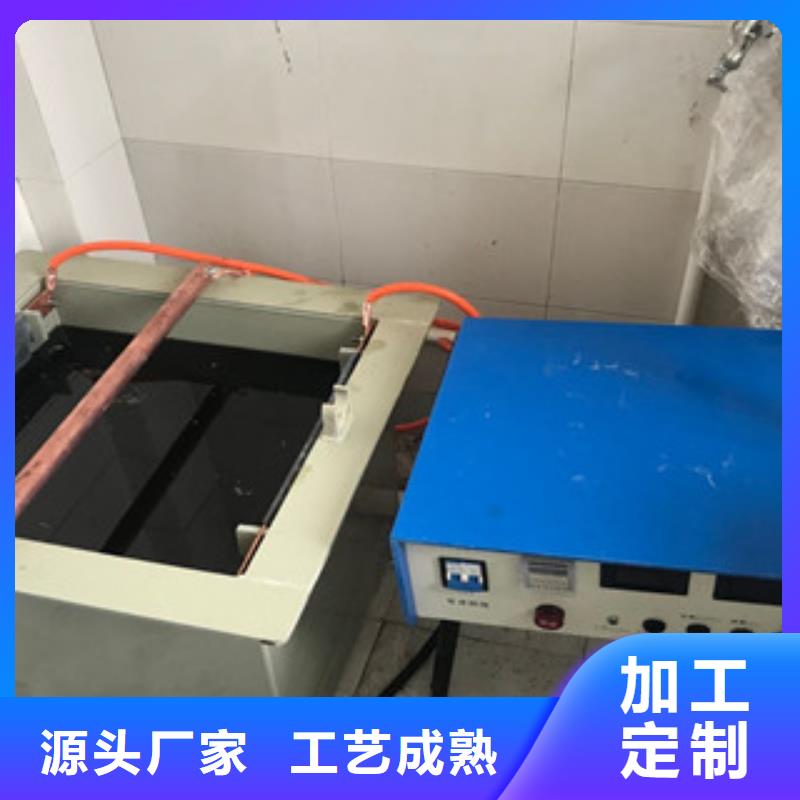






不锈钢电解抛光设备构造: 高频整流机:做电解抛光电源使用,规格可定功率大小,高频直流电源,高质量,低耗电量。(灯鼎高频整流机保修三年,终身维护)。 不锈钢电解抛光液:主要针对不锈钢奥氏体,马氏体,铁素体等材质,有美化不锈钢,达到8K镜面的效果,本品属于亮光型配方,出光快速、数分钟即可抛至镜光亮,有同类产品无法比拟的光泽度和质感。(灯鼎牌不锈钢电解抛光液保用二年,欢迎采购)。 电解槽;主要采用进口PP板A板焊接而成,高分子聚合物,耐酸碱,耐高温,耐高压等特点.电解前处理剂:不锈钢除油剂,它完全替代了易燃易爆的石油溶剂,可轻易去除各种物质表面的润滑油脂、碳剂、霉斑等,使用安全、简便、经济、效果显著。(质高价优,欢迎订购)

★★★★★五星品质保证,张家港市灯鼎投资发展有限公司是一家专业生产电解抛光设备,不锈钢保险杠电解抛光设备,不锈钢电解抛光液与一体的公司,自2006年 成立以来,奉行以“诚实服务,誉至上,客户第一”、“提供超越客户预期的唱片与服务”的经营、服务理念,以良心做买卖,坚决杜绝做损 害客户利益的经营行为,在同行和客户中树立了良好的口碑。 广泛服务于:上海、杭州、南京、济南、合肥、福州、南昌、广州、长沙、武汉、郑州、北京、天津、石家庄、太原、沈阳、哈尔滨、重 庆、成都、贵阳、昆明、西安、兰州、乌鲁木齐钢铁常温发黑剂等服务!覆盖,五金、电子、工业制造、航天航空等..电解抛光注意事项: 1.工件下槽前不能有水迹,否则会使工件上产生麻点。 2.抛光液不可接触皮肤。 3.作业人员在操作时需要戴好劳动保护用具,必须避免药液与皮肤的接触。 4.废液在排放时需要加入片碱中和到中性(PH值为7)时排放。 5.本产品不燃不爆,但应避免阳光直射,不使用时封好盖后在45摄氏度以下存放。

主要用途:
本品用于所有不锈钢200、300和400系列奥氏体和马氏体材料的电解抛光,属于通用无铬光亮型配方。用于提高工件表面的粗糙度和光泽度,效果明显。抛光后的表面粗度可达Ra0.2~0.5μ接近镜面效果.光泽持久、美观大方。
特性与优点:
。 本品属于亮光型配方,出光快速、数分钟即可抛至镜光亮,有同类产品无法比拟的光泽度和质感;
。 对不锈钢材料的通用性极强,彻底解决了同行产品需严格区分200、300和400材料的弊端,保证所有不锈钢和不锈铁材料都能电解抛出同样的光亮效果,方便客户在不同材质之间的切换带极大便利、有效节约投资成本;
。 与传统配方相比,本品绝不含铬酸、无毒环保,大大节约环保废水处理投资;
。 本品使用电压低、电流消耗小,与传统产品相比电能节约1倍以上;
。 与同行同类产品相比,本产品使用稳定、寿命较长,维护管理十分简便;

1)新配置的电解液抛光后有点状的腐蚀出现,这主要是电解液配置后通电量不足,要继续通电电解处理呈绿色(俗称老化处理)。
2)新配置的电解液抛光面光泽不够理想,这是由于镍离子不足以及温度太低造成的,可以提高抛光温度可解决问题。
3)零件凹穴部分和挂具接触点附近有黑灰的的影形式由于零件的接触点与夹具间的有遮挡而切断了该部位上的电力线所致。只要改善调整正接触位置,祛除遮挡即可解决。
4)零件边缘有色条纹影或波纹,是由于电解液中阳极电流太小,电解抛光时间太长,电解液温度过高所致。只要缩短抛光时间,降低槽液的温度即可。
5)抛光后的零件表面模糊是由于电解液的密度太大,清洗不够。调整密度,用热水清洗。
6)出槽时抛光件表面有较大的凹坑和裂纹,原因是原表面本身有缺陷,粗糙度低。应加强毛坯的检查。
7)出槽时发现抛光面有缺口,特别是夹具与零件接触点附近和交界处的缺口,这是由于接触夹具与零件没有夹牢造成电火花击穿。只有将夹具与零件接触紧才可避免击穿现象发生。
8)零件出槽后悔发现抛光面上有密集而均匀的麻点,通常平面较多,而侧面较少,这是由于槽内的硫酸较多,阳极电流密度太大,温度太高,电解液密度太小造成。只要相应提高磷酸的含量,降低阳极电流的密度或降低温度即可解决。

 苏公网安备 32130202080769
苏公网安备 32130202080769