
- 品牌
开安管业
- 产地
聊城
- 适用范围
广泛
- 等级
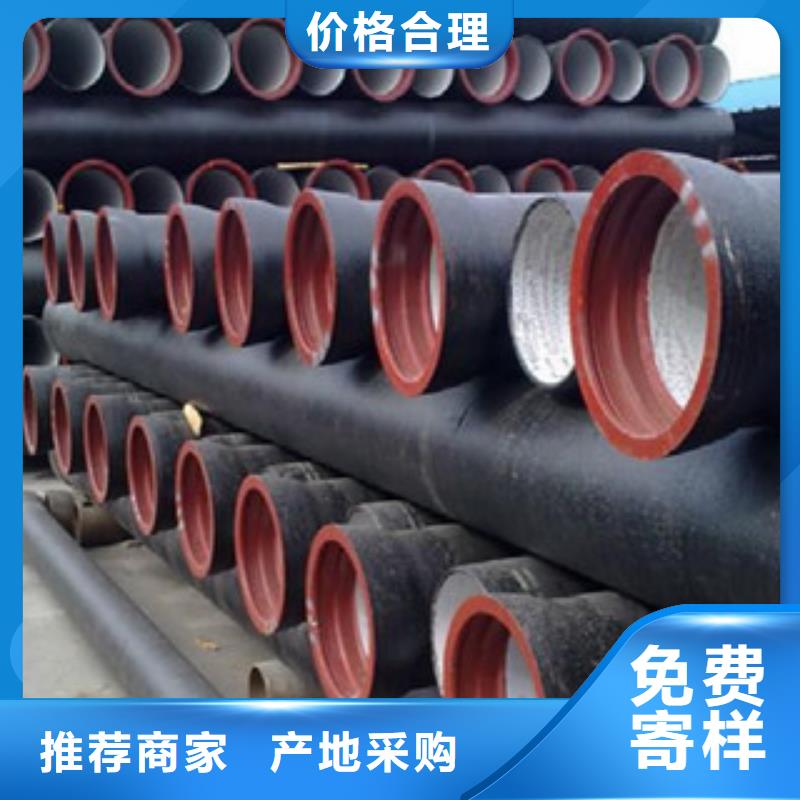
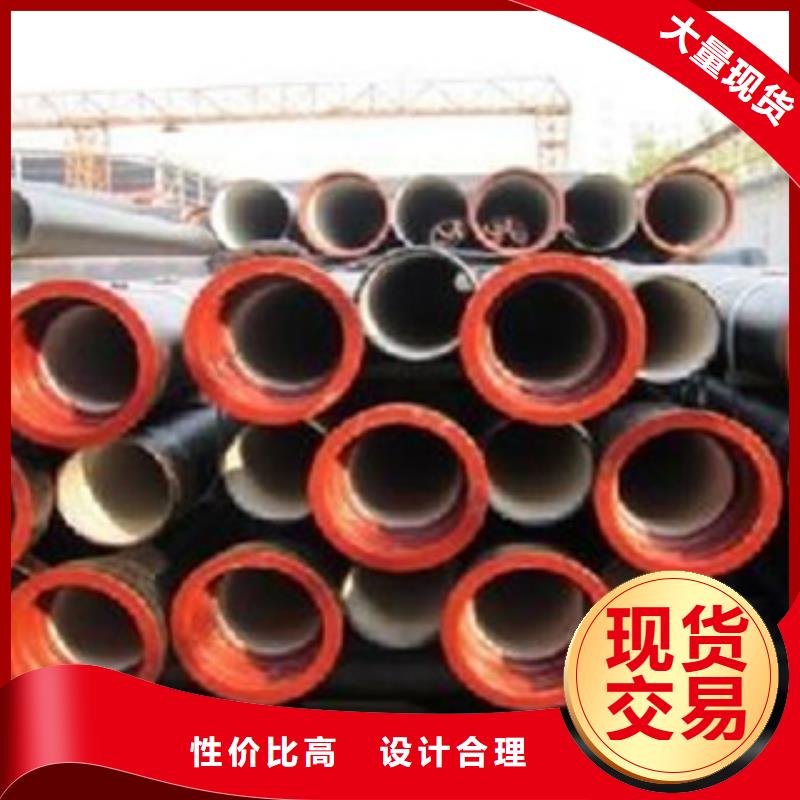
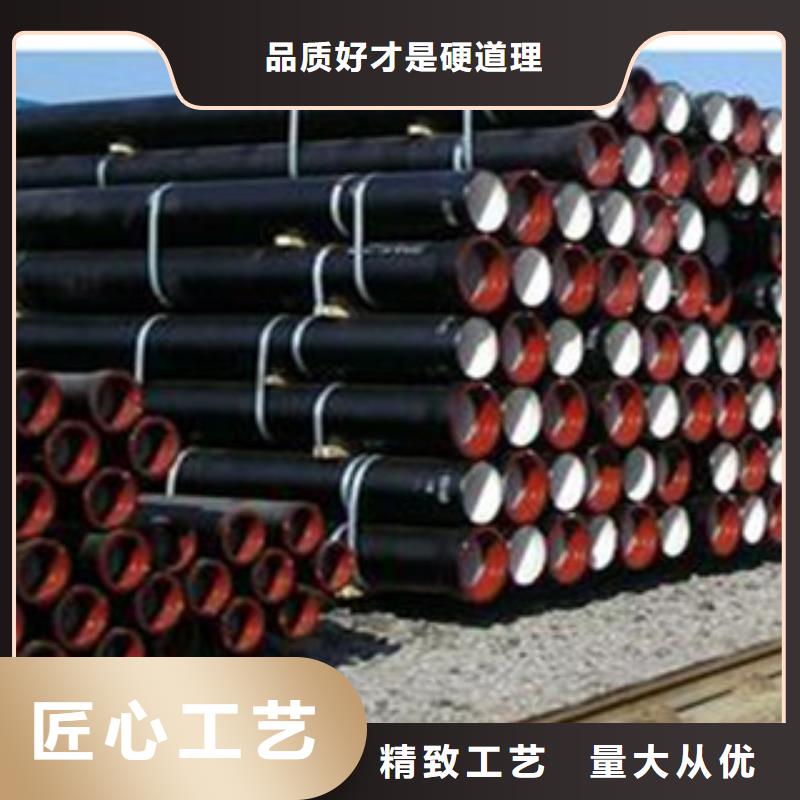
国标K9
- 型号
100-1200





无缝钢管的退火酸洗步骤是什么?
无缝钢管的退火酸洗能减少化学酸洗工艺对环境的影响,那么无缝钢管的退火酸洗步骤是什么?
1、控制性氧化气氛下的快速加热段,在这里,氧化晶核和一层薄的氧化膜形成;
2、退火段,完成冶金学的转化(得到要求的力学性能、晶粒尺寸、碳的固熔等等),该退火在非氧化气氛(氮气)下进行,以限制氧化层的生长;
3、在非氧化气氛下的冷却段,冷却速率能避免碳化物析出;
4、有效的电解除鳞段;
5、轻的化学酸洗段,可以减少对环境影响和产生钝化的表面。要获得好的表面,该步骤可以免去。

在生产42crmo无缝管时需要注意哪些事项呢:
第一:注意毛管壁的厚度是否均匀,如果发现毛管壁厚度不均匀一定要做表面抛光处理,另外毛管里面和外面是否平整有没有凹凸和缺陷的现象,一旦发现凹凸或者缺陷也要及时做出处理。
第二:对毛管的复检工作,复检的主要工作是确保毛管外面没有裂纹和缺陷,检查毛管存在的这些问做出相应的排除措施,一定要清除毛管里面的麻面和折叠的现象。
第三:是对工具的要求,一般冷拔使用是工具对表面的光洁度的要比较高,只有工具表面的光洁度高冷拔出来钢管的光洁度才会高,此外模具的尺寸精度和硬度要求也是比较高的.所以我们在制作中要选择一个好的磨具也很重要,千万不要出现磨具粘钢的现象。
一种42crmo无缝管的生产工艺 。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产高档合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。42crmo无缝管的主要生产流程管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对42crmo无缝管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。

购买无缝钢管的注意事项有什么?
一、要尽可能到大型无缝钢管生产企业的经销部门或专卖店去购买,这些销售部门的无缝钢管由生产企业直供,无缝钢管质量较有保证;
二、要查看有无缝钢管生产企业出具的产品质量证明书和实行生产许可证管理的证书编号;
三、要看钢筋表面质量和标志。钢筋应在其表面轧上牌号标志、厂名(或商标)和直径;
四、注意观察,无缝钢管的表面是不允许有裂纹、结疤和折叠等缺陷的,如果你选购的钢材存在上述问题,务请留意。

螺旋钢管的理论重量表分为单面焊接和双面焊接。 管体应确保液压试验,焊缝的抗拉强度和冷弯性能均符合规定。 螺旋钢管的强度通常高于直缝焊管的强度。 螺旋管可以通过使用窄带钢来制造较大直径的焊接管,并且也可以通过使用相同宽度的带材来制造不同直径的焊接管。 但是,与相同长度的直管相比,焊接长度增加了30%至100%,生产速度低。 因此,较小直径的焊管主要是直缝焊,而较大直径的焊管主要是螺旋管。
螺旋钢管的常用材料有:Q235B,16Mn,Q345B,L245,L290,X42,X46,X60,X80等。
螺旋管主要用于石油,化工,天然气,供热,供水,污水处理,打桩,疏ging,桥梁,钢结构,军事,造船,制药,造纸,给排水,水电站等管道工程领域 。 随着近年来中国各种行业标准系统的集成(请参阅《 GB / T9711.1-2000石油和天然气工业钢管交货技术条件,1部分:A级钢管》), 螺旋埋弧焊钢管制造更加标准化。

