| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 9000 |
| 运费说明 | 5天 |
| 产地 | 山东 |
| 品牌 | 正强 |
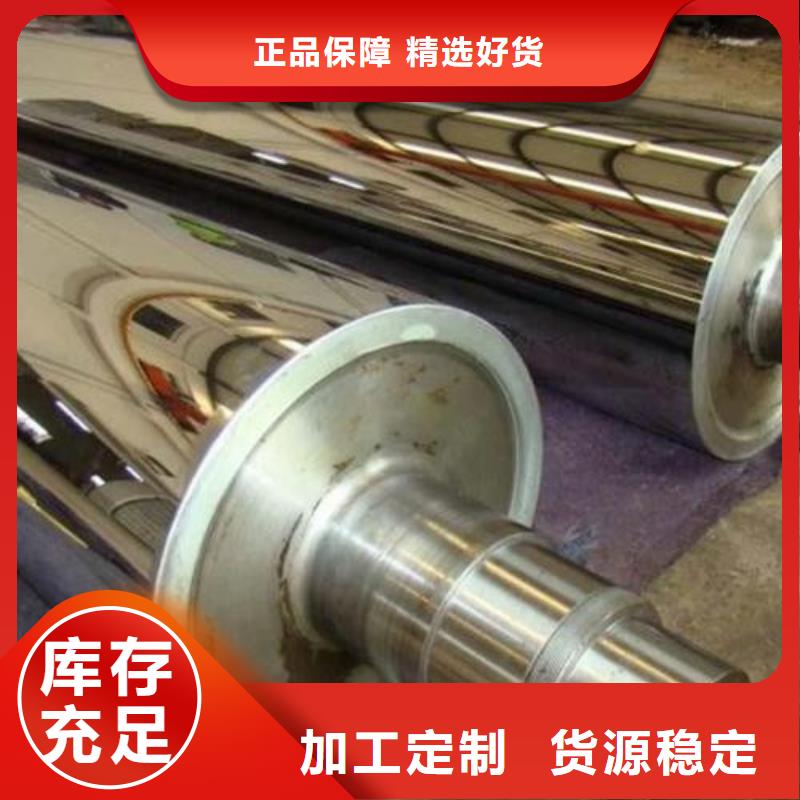
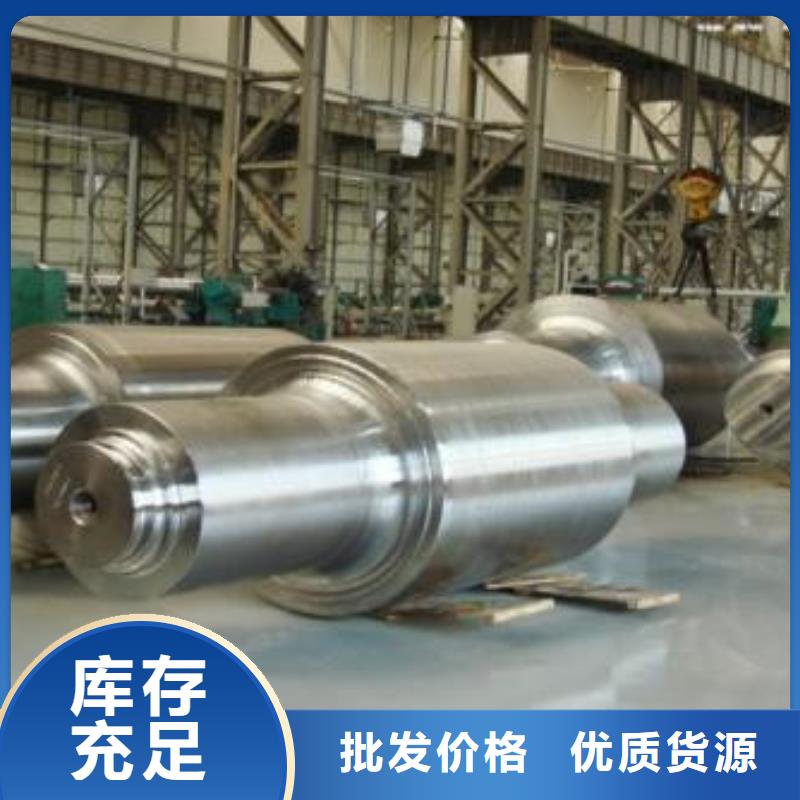
| 材料 | 圆钢 |
如果是因为机械应力产生的断裂,需要很大的机械应力。经粗略计算,如此大截面的高铬铸钢轧辊若被机械应力拉断,则需要100MN以上的拉力,对于该轧辊工作的轧机来说这是不可能的。轧辊受力 的部位是传动端辊颈,如果材料的力学性能指标不足,正常轧制情况下首先损坏的是传动端辊颈。从实际轧制和断辊情况来看,不是由于机械应力造成辊身断裂。
对组织应力影响 的就是外层组织中残余奥氏体含量。残余奥氏体在轧制温度,轧制压力和水冷的交变作用下,发生奥氏体向马氏体或贝氏体的转变,由于奥氏体的比容小,而马氏体的比容大,因而在组织转变的过程中伴随着体积的膨胀,会致使轧辊的工作层产生更大的压应力,芯部产生更大的拉应力,芯部应力一旦超过材料的强度,必然造成轧辊断裂。考虑到残余奥氏体对组织应力的影响及热带连轧机轧辊的工作条件,一般轧辊的残余奥氏体含量控制在小于5%即可保证安全使用。该断裂轧辊的外层组织中残余奥氏体含量小于1%,故组织应力可以忽略不计。

2、高镍铬无限冷硬铸复合铁轧辊
无限冷硬铸铁是界于冷硬铸铁和灰口铸铁之间的一种材质,无限冷硬铸铁轧辊辊身工作层集基体组织中存在着均匀分布的石墨,石墨的含量从辊身表面往里随深度的增加而提高,硬度随之降低,因此,辊身工作层与芯部没有明显的分界线,也称无界冷硬铸铁轧辊无限冷硬铸铁轧辊材质中含有较高的铬、镍、钼合金元素时为高镍铬无限冷硬铸铁轧辊,采用全冲洗(溢流法)或离心复合浇注工艺生产。高镍铬无限冷硬铸铁轧辊辊身工作层基体组织中存在较大数量的碳化物,因此有较高的耐磨性,基体组织中石墨的存在,使其具有良好的抗热烈性,被广泛应用做宽、中、厚板轧机和带钢轧机精轧用辊。3、 高铬复合铸铁轧辊
高铬复合铸铁轧辊是以含铬12-22%的高铬白口耐磨铸铁为轧辊辊身外层材质,一般以球墨铸铁为轧辊芯部和辊颈材质,
高速钢轧辊制造技术,制造高速钢轧辊主要有锻造、铸造、喷射成形、热等静压等技术。锻造高速钢轧辊的推广使用进展缓慢;目前工业生产中较常见的铸造高速钢轧辊制造方法有离心铸造法、连续浇注外层成形法、电渣重熔法和液态金属电渣熔接法。
2.1铸造高速钢轧辊
铸造高速钢轧辊制造技术的改进主要围绕提高钢的纯净度和均匀性,提高轧辊强度和轧辊外层与辊芯的冶金结合。不同的轧机,同一轧机的不同机架,对轧辊性能的要求不同,可以根据所需的轧辊性能、轧辊规格和生产成本选择合适的制造方法。
1)离心铸造法。离心铸造轧辊的主要特点是将液态外层材料和芯部材料以一定的时间间隔浇入铸型内。离心旋转时间、辊芯金属液浇注间隔时间、浇注温度及防止外层元素偏析和内外层材料界面氧化是此方法制造轧辊成败的关键。

![[哈尔滨]正强金属材料有限公司名片](http://ypmimg.qy55.com/UploadImg/2291/new_card.jpg "[哈尔滨]正强金属材料有限公司名片")