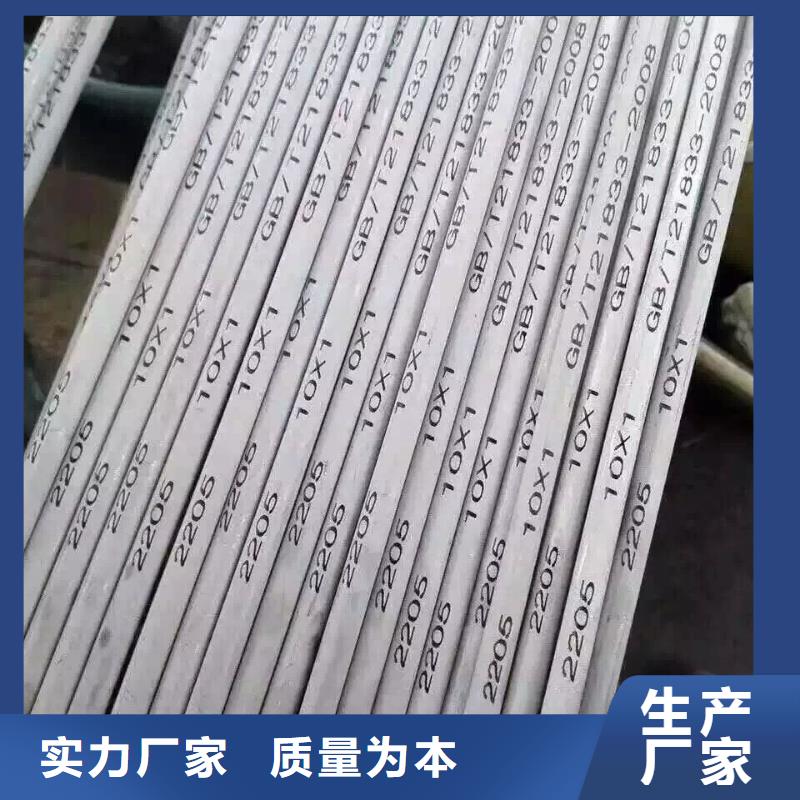






A、按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不清除。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,最大深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,最大深度不大于0.3mm。
E、钢管两端应切成直角,并清除毛刺。不锈钢无缝管的制造工艺:
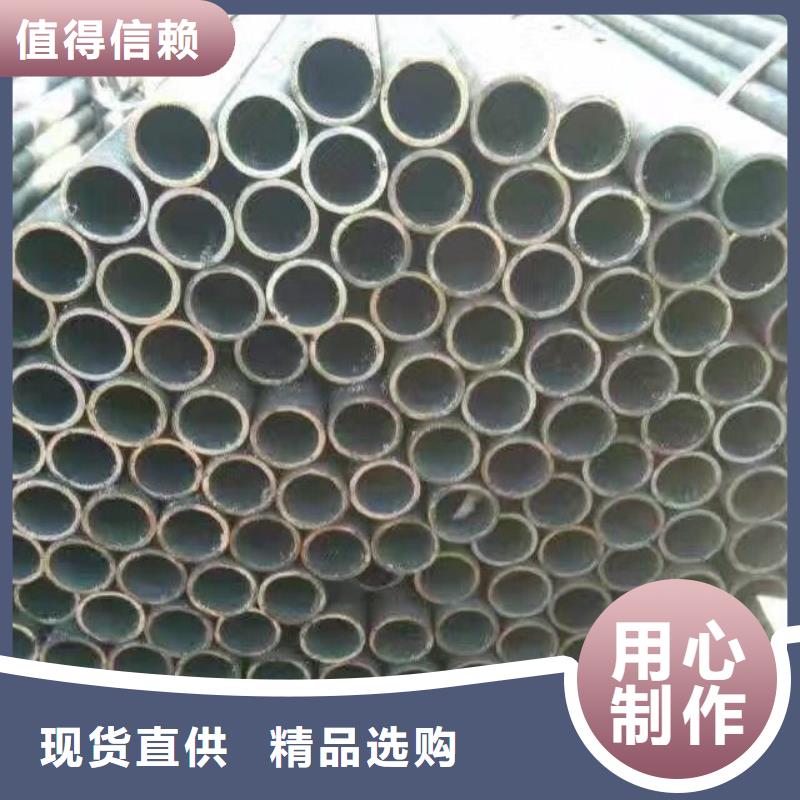
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
式中:Fb--试样拉断时所承受的最大力,N(牛顿);So--试样原始横截面积,mm2。
具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
上屈服点(σsu):试样发生屈服而力首次下降前的最大应力;下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的最小应力。
屈服点的计算公式为:
金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。
批发零售,一支起售。
根据客户需求切割长度
代订、代购各类钢厂合同或特殊规格。
调剂本库暂缺的规格,省去您奔波采购的辛劳。
代办运输,量大可直发您需求的地点。
节假日不休息,随到随提。

天津阔恒兴旺国际贸易有限公司
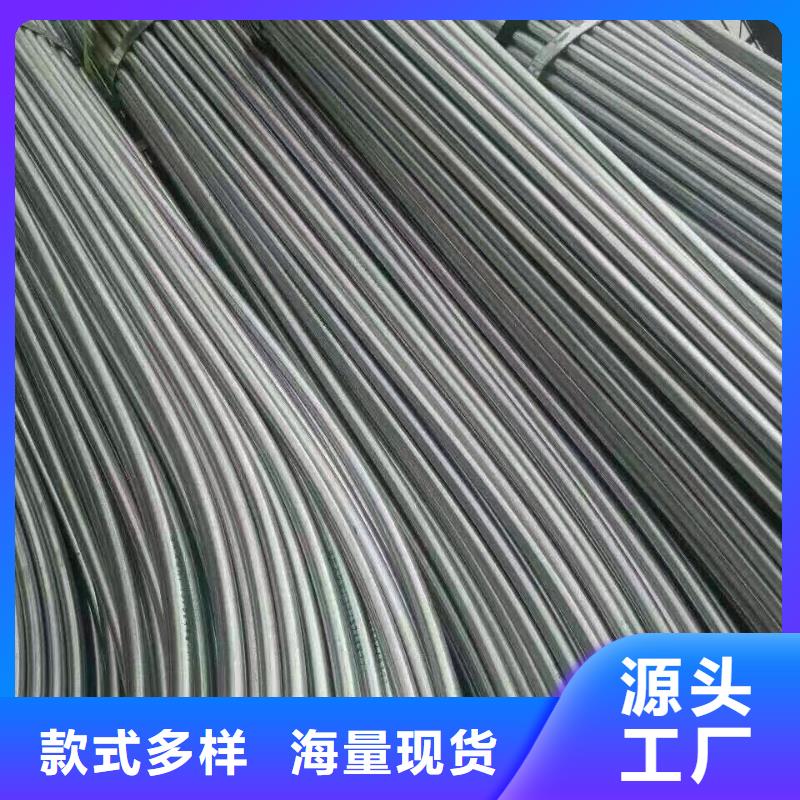
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。
冷镀锌管
冷镀锌管就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。目前建设部已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管。冷镀锌钢管镀锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。
常说的镀锌管现在主要用于输送煤气、暖气。镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的有害物质;锈蚀造成水中重金属含量过高,严重危害人体的健康。六、七十年代,国际上发达国家开始开发新型管材,并陆续禁用镀锌管。中国建设部等四部委也发文明确从二〇〇〇年起禁用镀锌管。对硫酸盐镀锌的优化

硫酸盐镀锌优点是电流效率高 ,沉积速率快,这是其他镀锌工艺无可比拟的。由于镀层结晶不够细致,分散能力与深镀能力较差,因而只适于几何形状简单的管材与线材等电镀。硫酸盐电镀锌铁合金工艺对传统的硫酸盐镀锌工艺进行优化,只保留了主盐硫酸锌,其余组分均舍弃。在组成新工艺配方中又加入适量铁盐,使原来的单金属镀层形成锌铁合金镀层。工艺的重组,不仅发扬了原工艺电流效率高、沉积速率快的优点,还使分散能力与深镀能力得到很大改善,过去复杂件不能镀,现在简单与复杂件都能镀,而且防护性能比单金属提高3~5倍。生产实践证明,用于线材、管材的连续电镀,镀层晶粒比原来的更细化、更光亮,沉积速率快。2~3 min内镀层厚度达到要求。
硫酸盐镀锌的转化
硫酸盐电镀锌铁合金只保留硫酸盐镀锌的主盐硫酸锌,其余组分如硫酸铝、明矾(硫酸铝钾)等可在镀液处理时,加入氢氧化钠使之生成不溶性氢氧化物沉淀去除;对有机添加剂,则加入粉状活性炭吸咐去除。试验表明,硫酸铝与硫酸铝钾一次性难以彻底去除,对镀层光亮度有影响,但并不严重,可随带出消耗,此时镀层光亮度便可恢复溶液通过处理,可按新工艺所需成分含量补加,即完成转化。
3.沉积速率快、防护性能优异
硫酸盐电镀锌铁合金工艺电流效率高 ,沉积速率快是任何镀锌工艺无可比拟的,精细管的运行速度8~12 m/min,镀层厚度平均2m/min,这是连续镀锌难于达到的。镀层光亮细致悦目。按国家标准GB/T10125“人造气氛试验-盐雾试验”方法测试,72 h,镀层完好、无变化;96 h,镀层表面出现少量白锈。