

- 材质
碳钢
- 产地
河北盐山
- 重量
按需定制(kg)
- 等级
良好
- 品牌
峰光
- 执行标准
按需定制
- 特殊功能
耐腐蚀,耐高压,弹性好
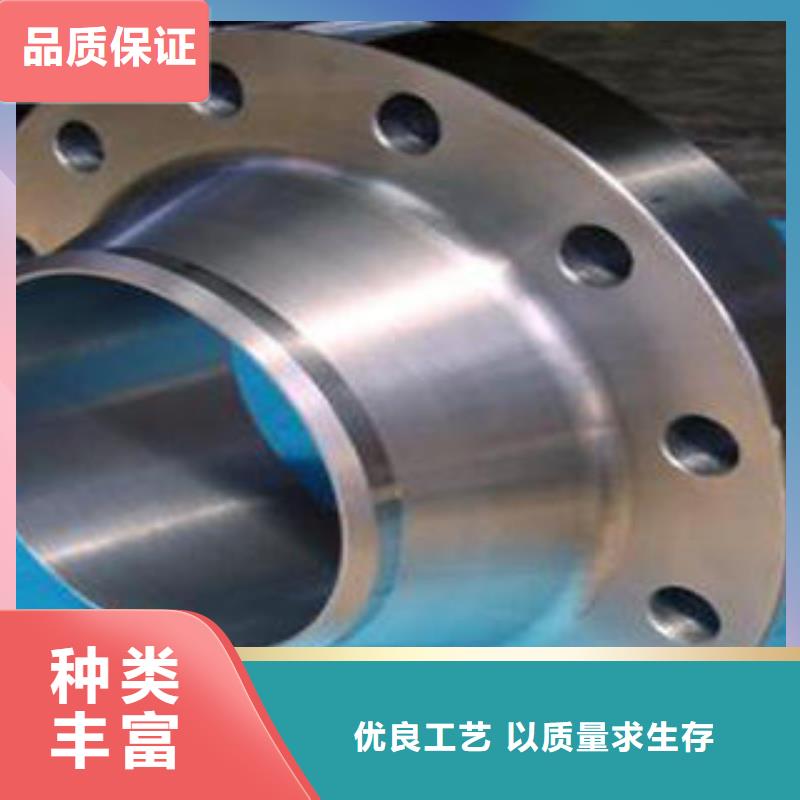
- 型号
大口径法兰

当温度超过300-400℃(钢的蓝脆区),达到700-800℃时,变形阻力将急剧减小,变形能也得到很大改善。根据在不同的温度区域进行的锻造,针对锻件质量和锻造工艺要求的不同,可分为冷锻、温锻、热锻三个成型温度区域。原本这种温度区域的划分并无严格的界限,一般地讲,在有再结晶的温度区域的锻造叫热锻,不加热在室温下的锻造叫冷锻。在低温锻造时,锻件的尺寸变化很小。在700℃以下锻造,氧化皮形成少,而且表面无脱碳现象。因此,只要变形能在成形能范围内,冷锻容易得到很好的尺寸精度和表面光洁度。只要控制好温度和润滑冷却,700℃以下的温锻也可以获得很好的精度。热锻时,由于变形能和变形阻力都很小,可以锻造形状复杂的大锻件。要得到高尺寸精度的锻件,可在900-1000℃温度域内用热锻加工。另外,要注意改善热锻的工作环境。锻模寿命(热锻2-5千个,温锻1-2万个,冷锻2-5万个)与其它温度域的锻造相比是较短的,但它的自由度大,成本低。坯料在冷锻时要产生变形和加工硬化,使锻模承受高的荷载,因此,需要使用高强度的锻模和采用防止磨损和粘结的硬质润滑膜处理方法。另外,为防止坯料裂纹,需要时进行中间退火以保证需要的变形能力。为保持良好的润滑状态,可对坯料进行磷化处理。在用棒料和盘条进行连续加工时,目前对断面还不能作润滑处理,正在研究使用磷化润滑方法的可能。

如何处理钢制法兰的表面损伤?
相通过之前的介绍大家对于钢制法兰已经很熟悉了,但是钢制法兰在长时间的使用过程中难免会出现表面损伤的问题,那么大家知道遇见这种情况应该怎么做吗?下面就来为大家介绍一下如何处理钢制法兰的表面损伤,一起来看看吧。
钢制法兰在一般环境中会生锈,主要是在任何表面上,游离铁都会生锈并使不锈钢产生腐蚀。因此,必须清除。浮粉一般可随粉尘一起清除掉。有些粘着力很强,必须按嵌入的铁处理。
大型法兰加工的过程当中,多多少少都会考虑到更多的事情,比如管道和管道之间的相互连接,同样在大型法兰加工的时候,焊接法兰的地方上面就会有孔眼,而且罗珊会让整个法兰来进行有效的连接,不过焊接法兰同样也是一种盘中的零部件,焊接的时候要把两个管道给有效的连接在一起,甚至他们可以在各个不同的领域当中被焊接,关于这一方面还是有很多常识。
一、大型法兰加工焊接标准体系大型法兰加工焊接的时候,基本上可以分为几个不同的体系,有着以德国为主的欧洲管的法兰体系,也有着以美国为主的法兰管的体系,还有日本或者是其他的一些体系,不过通常来说大型法兰加工的时候,他们的焊接体系的不同对于整个产品将会有至关重要的影响,而且所生产出来的产品终也是不同的。二、大型法兰加工焊接的工艺大型法兰加工的过程当中,肯定都是要准备相关的设备的,一定要检查一下调试的设备,确保所有的设备能够正常的运转,甚至要准备所有的焊条,好能够在330度到350℃的时候来进行烘干,而且烘干的时间要保证在一个小时,不过组装的时候要把更多的锥体或者是大型的法兰按照相关的图纸装在一起,然后平均把这些大型的法兰分成几个等份,焊接的时候,因为法兰口本身较厚,所以说他们的坡口比较大的法兰分成几个等份,焊接的时候,因为法兰口本身较厚,所以说他们的坡口比较大

高压法兰和其他法兰一样主要是应用在管道的连接安装中,这种法兰时管道施工中的重要连接方式,主要是连接管与管之间的桥梁,主要是把两个管道、管件或者器首先固定在一个法兰盘上,再在两个法兰之间加上法兰垫,用螺栓紧固在一起,这样便完成了连接。热卷大口径法兰的规格是不固定的,根据具体的实地需求进行加工,通常先把中板割成合适的条子,条子的长短根据大型法兰的规格而定。然后用卷环机卷制成圆圈,用焊条把接口处焊接牢固,焊口处要进行X光谱检验。再用压力机将其压平,再用车床进行加工水线、倒角等工艺,后是用分度盘配合钻孔机进行螺栓孔的打孔的加工。 大口径非标法兰的主要设计缺点是它不能保证无泄漏。这就是其设计上的不足:连接是动态的,而且诸如热膨胀和起伏不定的周期载荷都会造成法兰面之间的移动,影响法兰的功能,从而使法兰的完整性受损,终导致泄漏。任何产品都不可能没有缺陷,只是尽量控制产品的不足到少,所以公司在生产平碳钢法兰时尽量完善产品的性能,使之发挥大的作用。高压法兰和其他法兰一样主要是应用在管道的连接安装中,这种法兰时管道施工中的重要连接方式,主要是连接管与管之间的桥梁,主要是把两个管道、管件或者器首先固定在一个法兰盘上,再在两个法兰之间加上法兰垫,用螺栓紧固在一起,这样便完成了连接。
