


- 材质
MN13耐磨板
- 产地
聊城
- 规格
齐全
- 类型
耐磨板
- 颜色
黑色
- 品牌
龙泽耐磨板
- 型号
齐全
- 可定制
是


对淬火、回火状态下钢的机械性能的影响合金元素对淬火、回火状态下钢的强化作用显著,因为它充分利用了全部的四种强化机制。淬火时形成马氏体,回火时析出碳化物,造成强烈的第二相强化,同时使韧性大大改善,故马氏体并对其回火是钢的经济和有效的综合强化方法。
合金元素加入钢中,首要的目的是钢的淬透性,保证在淬火时容易马氏体。其次是钢的回火性,使马氏体的保持到较高温度,使淬火钢在回火时析出的碳化物更细小、均匀和。这样,在同样条件下,耐磨衬板比碳钢具有更高的强度。
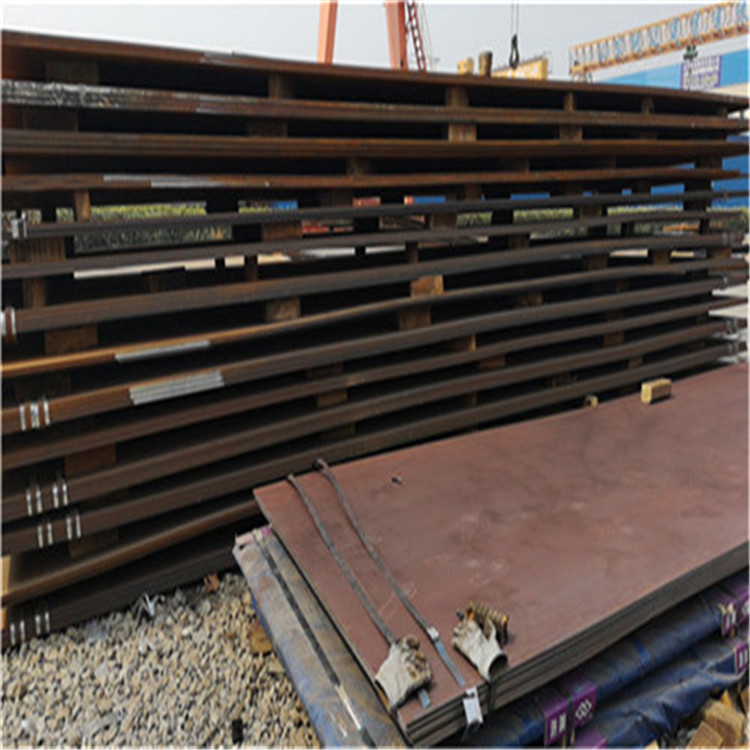
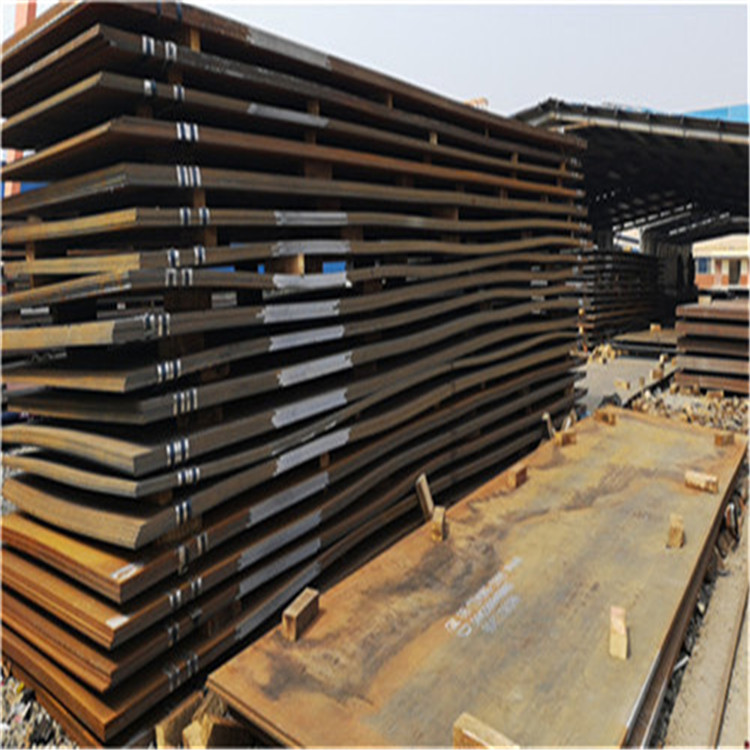
复合耐磨板属建造用和机械用碳素结构钢板,是复杂断面的型钢钢材,它的断面形状为凹槽形。复合耐磨板主要用于建筑结构、幕墙工程、机械设备和车辆制造等。在使用中要求其具有较好的焊接、铆接性能及综合机械性能。耐磨板的原料钢坯为含碳量不超过0.25%的碳结钢或低合金钢钢坯。
成品复合耐磨板经热加工成形、正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如100*48*3,表示腰高为100毫米,腿宽为48毫米,腰厚为3毫米的耐磨板,或称10#耐磨板。腰高相同的耐磨板,如有几种不同的腿宽和腰厚也需在型 右边加abc予以区别,如25#a25#b25#c等。

DT合金的可锻性优于其他硬质合金,可锻温度较宽,热塑性较好。锻造工艺为:700~800℃预热,1150~1200℃始锻,850~900℃终锻。在、二次锻打时,力求轻拍快打,进行镦粗,滚圆。每次锻打变形量控制在5%左右,须变向进行十字交叉锻打,以求锻透。
冷作双金属耐磨板的成形加工和热处理工序安排对耐磨板的质量也有很大影响,在制订和实施热处理工艺时,必须予以考虑。通常冷作双金属耐磨板造工艺路线有以下几种:一般成形冷作双金属耐磨板造工艺路线:锻造球化退火机械加工成形淬火与回火钳修装配。
成形磨削及电加工冷作双金属耐磨板造工艺路线:锻造球化退火机械粗加工淬火与回火精加工成形钳修装配。复杂冷作双金属耐磨板造工艺路线:锻造球化退火机械粗加工高温回火或调质机械加工成形钳修装配。在热处理工序安排们还要注意以下几点:对于位置公差和尺寸公差要求严格的耐磨板,为热处理变形,常在机加工后安排高温回火或调质处理。
对于经线切割加工的双金属耐磨板,由于线切割加工破环了淬硬层,增加淬硬层脆性和变形开裂的危险性,因而,线切割加工之前的淬、回火,常采用分级淬火或多次回火和高温回火,以使淬火应力处于状态,避免耐磨板在线切割加工时变形、开裂。

鑫州人员经过跟很多位加了解后,大概明白了原因。多数原因是近双金属耐磨板加工活少,接活价格又提不上去。所以一部分的加就把原来所用的抛光打蜡的这种焊接点处理的方式改为了直接用自喷漆的方法。
这样就可以即降低成本又可以节省了时间和人力。但是自喷漆这样的处理方式并不好,它能够保持的时间并不长,多也就一两年的时间就会因为太阳晒和雨水的冲刷而掉落。时间长了双金属耐磨板的焊接处就会有生锈的情况发生了。
对于双金属耐磨板焊接点生锈的处理方式是:如果只是小锈点儿,可以用白色的牙膏用毛巾蘸清水擦洗就可以了。如果生锈比较严重的,可以进行一下抛光打蜡。这两种方式都可以清除掉焊接点的锈迹。后也建议加工们不要为了一时的方便省事儿而影响了自己在用户当中的好口碑。
近有很多客户会问到碳化铬耐磨板上面为什么要打上钢印,今天鑫州就为大家讲解一下碳化铬耐磨板上为什么要打上钢印的具体原因:首先是区分材质。很多的耐磨板上都会打印上材质,无论是201钢板还是304钢板更或者316钢板,板身都会有这些明显的标识,让大家很清楚看到,这样也就避免很多怀疑拿201钢板当304钢板卖的类似事件。

由于各部分温差小,不易产生热应力和热裂,因此耐磨板变形小设法改善铸型、型芯的退让性,合理设置浇冒口等。对双金属耐磨板进行时效处理是消除铸造应力的有效措施。时效分自然时效、热时效和共振时效等。所谓自然时效,是将耐磨板置于露天场地半年以上,让其内应力消除。
气孔是碳化铬耐磨板常见的缺陷之一。据统计,碳化铬耐磨板的废品中约三分之一是由气孔造成的。气孔是气体在耐磨板内形成的孔洞,表面常常比较光滑、明亮或略带氧化色,一般呈梨形、椭圆形等。气孔减小了合金的有效承载面积,并在气孔附近引起应力集中,降低耐磨板的力学性能。
同时,碳化铬耐磨板中存在的弥散性气孔还疏松缺陷的形成,从而降低了耐磨板的气密性。气孔对碳化铬耐磨板的耐蚀性和耐热性也有不利影响。按气孔产生的原因和气体来源不同,气孔可大致分为侵入气孔、析出气孔和反应气孔三类。
(1)侵入气孔侵入气孔是浇注过程中熔融金属和铸型之间的热作用,是砂型或型芯中的挥发物挥发及型腔中原有空气侵入熔融金属内部所形成的。侵入的气体一般是水蒸气、、二氧化碳、氧气、碳氢化合物等。防止侵入气孔产生的主要措施有:减小型(芯)砂的发气量、发气速度,增加铸型、型芯的透气性;在铸型表面刷涂料,使型砂与熔融金属隔开,阻止气体侵入等。

