



- 材质
MN13耐磨板
- 产地
聊城
- 规格
齐全
- 类型
耐磨板
- 颜色
黑色
- 品牌
龙泽耐磨板
- 型号
齐全
- 可定制
是



对淬火、回火状态下钢的机械性能的影响合金元素对淬火、回火状态下钢的强化作用显著,因为它充分利用了全部的四种强化机制。淬火时形成马氏体,回火时析出碳化物,造成强烈的第二相强化,同时使韧性大大改善,故马氏体并对其回火是钢的经济和有效的综合强化方法。
合金元素加入钢中,首要的目的是钢的淬透性,保证在淬火时容易马氏体。其次是钢的回火性,使马氏体的保持到较高温度,使淬火钢在回火时析出的碳化物更细小、均匀和。这样,在同样条件下,耐磨衬板比碳钢具有更高的强度。
复合耐磨板属建造用和机械用碳素结构钢板,是复杂断面的型钢钢材,它的断面形状为凹槽形。复合耐磨板主要用于建筑结构、幕墙工程、机械设备和车辆制造等。在使用中要求其具有较好的焊接、铆接性能及综合机械性能。耐磨板的原料钢坯为含碳量不超过0.25%的碳结钢或低合金钢钢坯。
成品复合耐磨板经热加工成形、正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如100*48*3,表示腰高为100毫米,腿宽为48毫米,腰厚为3毫米的耐磨板,或称10#耐磨板。腰高相同的耐磨板,如有几种不同的腿宽和腰厚也需在型 右边加abc予以区别,如25#a25#b25#c等。

因为这类工艺相对来说会比较第二步即进行面漆涂饰。面漆涂层是在复合耐磨板的表面进行相应颜色上的喷涂,是进行装饰时比较重要的一个步骤。面漆涂层是直接涂饰在复合耐磨板的表层,是根据设计的要求进行操作的。面漆涂层既可以添加有效地外观装饰效果,美化复合耐磨板,是指更适合建筑装修的需求。
同时又可以避免复合耐磨板直接外部空气,使之不受酸雨、污染物等的侵袭,延缓材料的老化速度。一般面漆的厚度要求控制在20-30微米左右。具体可以根据需要做进一步的处理。复合耐磨板在进行加工制作的时候,对于其外观的工艺主要是采用多层喷涂手法。
因为这类工艺相对来说会比较复合耐磨板喷涂的第三步是进行罩光漆涂层处理。罩光漆涂层,也就是常说的清漆涂层。做清漆处理的原因主要在于增加涂层对于外部环境的抗侵袭能力,更好地保护面漆涂层的完好,增强其表面的光泽效果,保持颜色的光泽鲜明。
清漆涂层的厚度一般要求在5-10微米左右。复合耐磨板在进行加工制作的时候,对于其外观的工艺主要是采用多层喷涂手法。因为这类工艺相对来说会比较后一步则是作为巩固作用的固化处理,即对三层涂层的进一步巩固,使之具有更好地装饰效果。

相反,如果电弧燃烧不,使得熔滴过渡时飞溉现象严重,焊缝成型差,焊缝熔深浅,以及产生气孔或者夹渣等缺陷,焊接质量就会低。影响电弧性的因素有焊接电源种类及特性、焊接电流、焊接电压和焊剂成分以及电弧磁偏吹等,操作人员的熟练程度以及工件表面的清洁程度也会对电弧性产生影响。
生产中焊接电弧性的措施和方法是:对于采用交流电源的焊接方法,其电弧性问题主要是电流过零时电弧再引燃困难,可以通过添加脉冲电流或者在焊接电路中串联电感来改善电弧的性。复合耐磨板焊接时两块耐磨板之间距离对电弧性有影响,所以两块复合耐磨板间距要得当。
也可以采用特殊的电流波形比如双凹电流波形来解决电弧性问题。复合耐磨板中加入稳弧剂,使得电弧空间电离度增大,带电粒子更容易产生,电弧性也可以得到。焊接在工业生产制造和现代化建设中发挥着重要的作用,对于焊接质量的监测显得尤为重要,而电弧性又是影响焊接质量的一个重要因素。
焊接工艺性能由于自保护双金属耐磨板的工艺参数适应性小,所以试验中对其进行了。双金属耐磨板58-O,60-O的焊接工艺性能优良:电弧燃烧,焊道成形好,飞溅少,气孔很少,堆焊层致密无缩松,表面有少量渣点,不予清理不影响连续多层焊接,烟尘不大,噪声低。

这一步骤需要将钢板保持在固化炉中进行高温巩固,温度控制早180-260℃之间。当然,不同的复合耐磨板厂家会根据自己的生产制作的材料等情况的不同而对温度和时长进行一定的控制。以上便基本完成了复合耐磨板的多层涂饰制作。
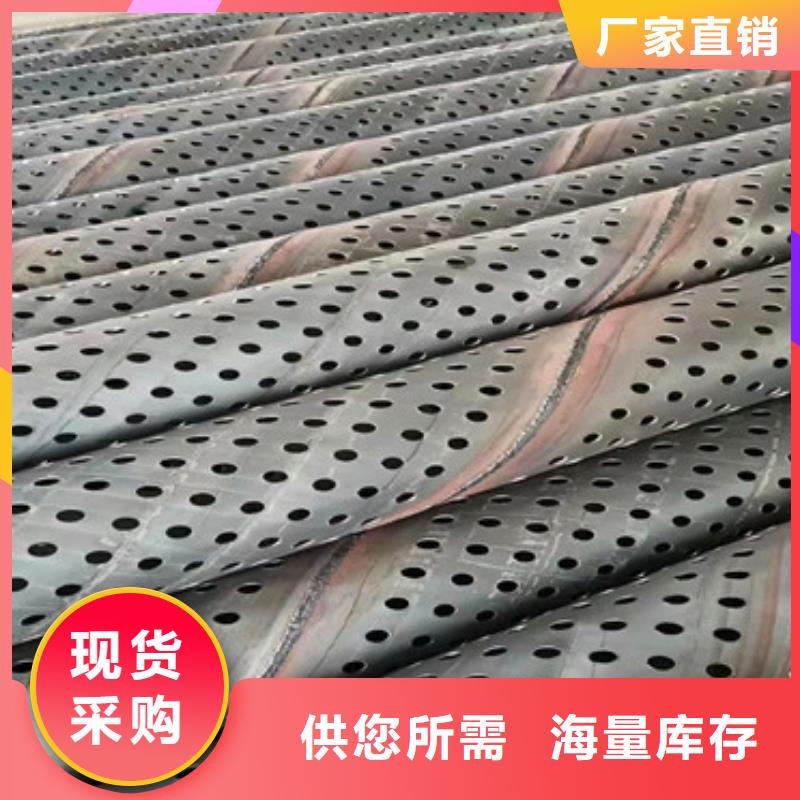
碳化铬耐磨板具有突出的耐候性、耐磨损、耐腐蚀性等特性,同时具有硬度高、不易变形、仿木真图案不褪色、不脱落等特点,适合室内外各类使用。碳化铬耐磨板填补了国内以金属材料替代原木建筑装饰的空白,可以建筑、装饰、园林及市政设施的档次,带动建筑、装饰、园林及市政等行业环保材料的发展。
同时,还可以节约大量的自然资源,为保护生态环境作出积极的贡献,并能满足群众物质生活日益后对自然美感的精神追求,为创造人类社会与自然生态发展,提供了完美的建筑装饰材料。那么碳化铬耐磨板上为什么要打孔。
储存、运输和装卸是影响复合耐磨板质量的重要环节,如果操作不当,储存、运输和装卸过程中可能出现划伤、压印、腐蚀等各种缺陷。为尽可能和避免各类缺陷的产生,下面简要介绍一些操作中的注意事项。关于储存、运输和装卸方面的具体规定可参考有关资料或向专家咨询。

