



- 材质
碳钢
- 产地
河北盐山
- 重量
按需定制(kg)
- 等级
良好
- 品牌
峰光
- 执行标准
按需定制
- 特殊功能
耐腐蚀,耐高压,弹性好
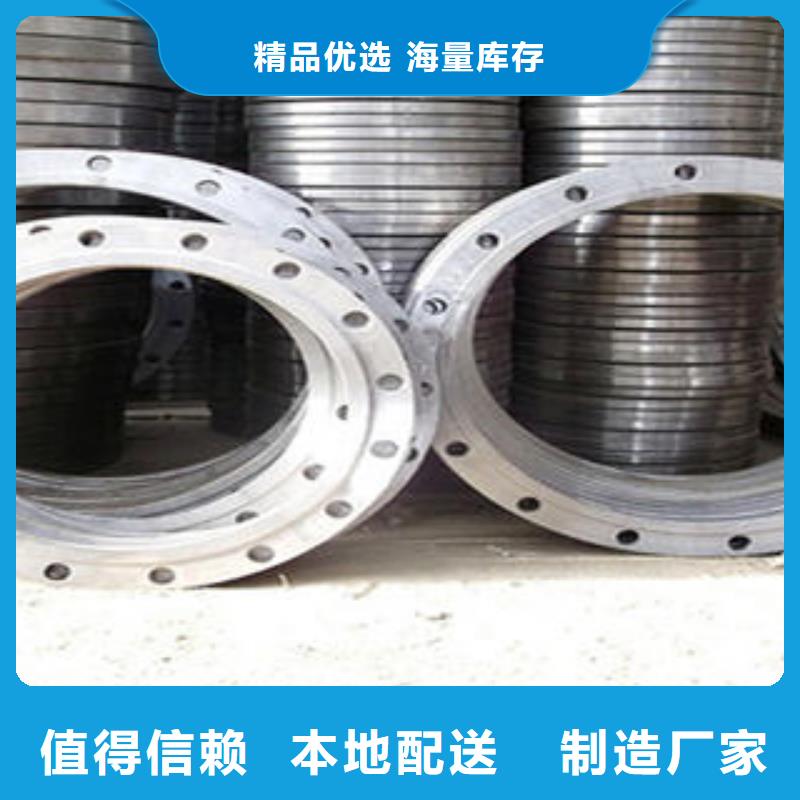
- 型号
大口径法兰





如何处理钢制法兰的表面损伤?
相通过之前的介绍大家对于钢制法兰已经很熟悉了,但是钢制法兰在长时间的使用过程中难免会出现表面损伤的问题,那么大家知道遇见这种情况应该怎么做吗?下面就来为大家介绍一下如何处理钢制法兰的表面损伤,一起来看看吧。
钢制法兰在一般环境中会生锈,主要是在任何表面上,游离铁都会生锈并使不锈钢产生腐蚀。因此,必须清除。浮粉一般可随粉尘一起清除掉。有些粘着力很强,必须按嵌入的铁处理。
当温度超过300-400℃(钢的蓝脆区),达到700-800℃时,变形阻力将急剧减小,变形能也得到很大改善。根据在不同的温度区域进行的锻造,针对锻件质量和锻造工艺要求的不同,可分为冷锻、温锻、热锻三个成型温度区域。原本这种温度区域的划分并无严格的界限,一般地讲,在有再结晶的温度区域的锻造叫热锻,不加热在室温下的锻造叫冷锻。在低温锻造时,锻件的尺寸变化很小。在700℃以下锻造,氧化皮形成少,而且表面无脱碳现象。因此,只要变形能在成形能范围内,冷锻容易得到很好的尺寸精度和表面光洁度。只要控制好温度和润滑冷却,700℃以下的温锻也可以获得很好的精度。热锻时,由于变形能和变形阻力都很小,可以锻造形状复杂的大锻件。要得到高尺寸精度的锻件,可在900-1000℃温度域内用热锻加工。另外,要注意改善热锻的工作环境。锻模寿命(热锻2-5千个,温锻1-2万个,冷锻2-5万个)与其它温度域的锻造相比是较短的,但它的自由度大,成本低。坯料在冷锻时要产生变形和加工硬化,使锻模承受高的荷载,因此,需要使用高强度的锻模和采用防止磨损和粘结的硬质润滑膜处理方法。另外,为防止坯料裂纹,需要时进行中间退火以保证需要的变形能力。为保持良好的润滑状态,可对坯料进行磷化处理。在用棒料和盘条进行连续加工时,目前对断面还不能作润滑处理,正在研究使用磷化润滑方法的可能。

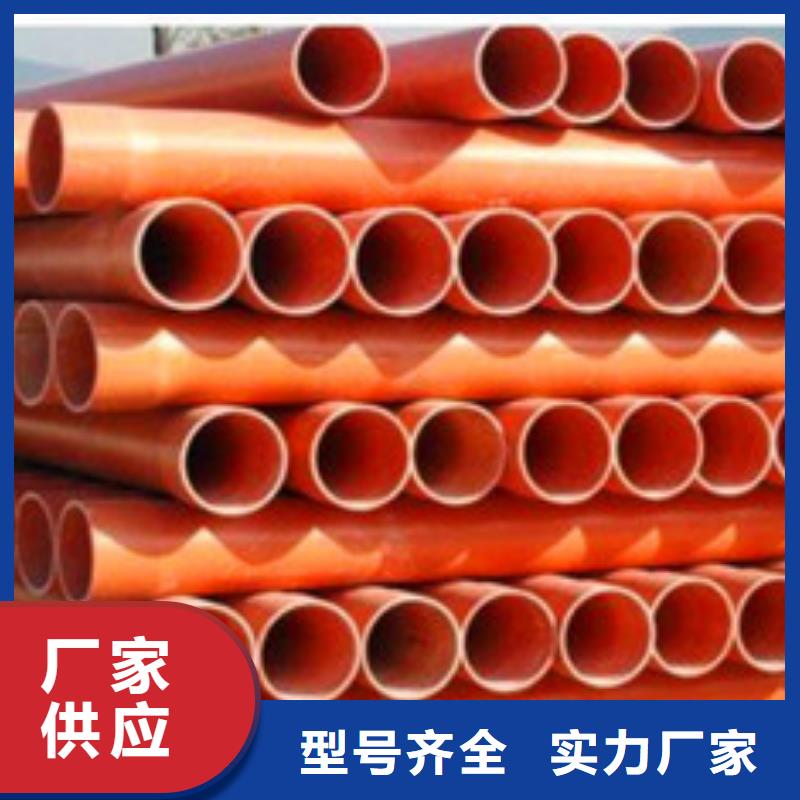
知道应用法兰接头的方法吗
管法兰及其垫片、紧固件统称为法兰接头,运用:法兰接头是工程规划中运用极为遍及、涉及面十分广泛的一种零部件。它是配管规划、管件阀门必不可少的零件,并且也是设备、设备零部件(如人孔、视镜液面计等)中必备的构件。 此外,其它专业如工业炉、热工、给排水、采暖通风、自控等,也常常运用法兰接头,原料:锻钢、WCB碳钢...
现在来看看一般的法兰有何不同
孔板法兰的衔接方法和一般的法兰有何不同?便是把两个管道、管件或器件,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了衔接,孔板法兰是孔板流量计大将孔板衔接(孔板流量计的丈量部分)到管道上。 双面法兰将孔板固定在中心,经过法兰上的取压点,引到差压变送器上,来丈量流量,为保证装置...
