

- 产品名称
无缝钢管
- 规格
齐全
- 产地
聊城,天津,无锡,上海
- 材质
齐全
- 长度
8-12米
- 计重方式
吨
- 是否能加工定制
能


钢套钢保温钢管是一种能输送高于140摄氏度的热水或着高温高压的蒸汽,钢套钢保温管由于强度高采用焊接连接,防水的密封性能可靠性十分高,另外,其耐高温性能也是其它外保护管所不能比拟的。滑动方式不同分为:1.内滑动式(复合型):保温结构由工作钢管+硅酸铝减阻层+孔硅酸钙隔热层+不锈钢紧固钢带+铝箔反射层+外套钢管+外防腐层组成。由于其输送的介质的特性所以钢套钢保温钢管必须用碳钢类的外护管,防止发生意外。
通过上面钢套钢保温钢管的结构不难看出钢套钢保温钢管的劣势:
一:层次复杂导致整体笨重,施工难度大。
二:补口程序复杂,人工费用高。
三:中间保温层受热后再遇冷缩比例大,运行时间长后保温效果差。
四:相对于聚氨酯保温钢管使用寿命短。

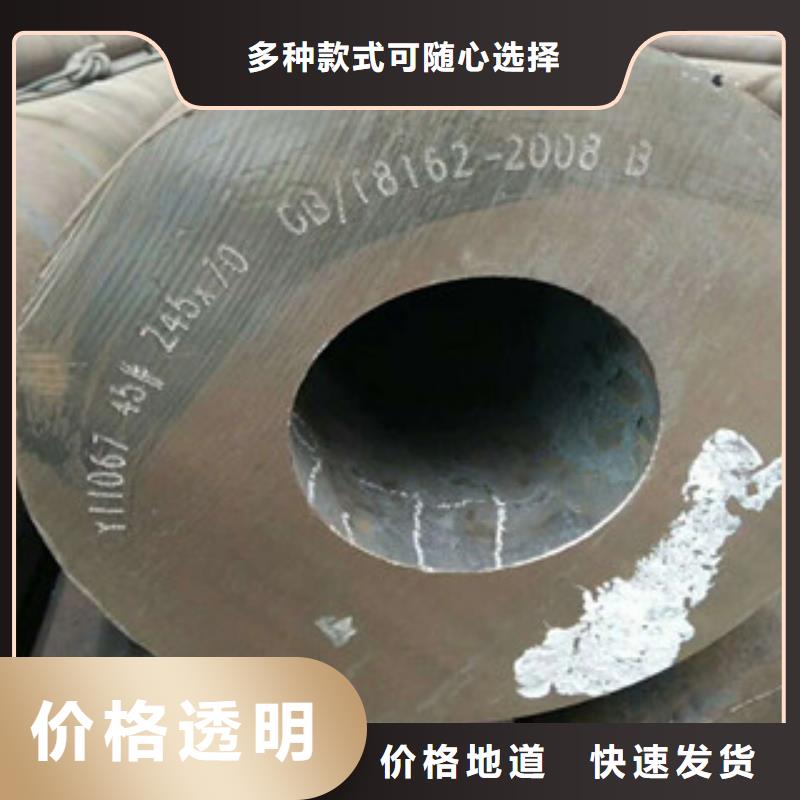
高压锅炉管用途
用于低中压锅炉(工作压力一般不大于5.88Mpa,工作温度在450℃以下)的受热面管子;用于高压锅炉(工作压力一般在9.8Mpa以上,工作温度在450℃~650℃之间)的受热面管子、省煤器、过热器、再热器、石化工业用管等。
高压锅炉管规格及外观质量
规格及外观质量:GB5310-95《高压锅炉用无缝钢管》热轧管的外径22~530mm,壁厚20~70mm不等。冷拔(冷轧)管外径10~108mm,壁厚2.0~13.0mm不等。
新中国成立70年来,中国的粗钢年产量增长了近5900倍。单从钢产量来看,我们是名副其实的钢铁大国,但是距离12cr1movg钢管强国仍有差距。当前,中国12cr1movg钢管工业可持续发展面临新形势与新任务,主要表现在以下几个方面:
一是中国12cr1movg钢管行业节能减排成效显著。2001年以来,中国12cr1movg钢管工业不仅在产业规模上实现了连续跨越式发展,而且在现代化、息化方面也取得了重大进展,一大批世界先进工艺、装备、流程和技术得到普遍推广应用,老企业的现代化升级改造陆续完成,一批沿海现代化12cr1movg钢管基地已经建成或正在筹建中。中国12cr1movg钢管行业整体的节能环保水平已经进入世界先进行列,部分12cr1movg钢管企业在能源消耗、水资源消耗与污染排放等方面的绩效已达到世界领先水平。
二是超低排放对中国12cr1movg钢管行业节能减排提出新要求。我国于今年4月发布的《关于推进实施钢铁行业超低排放的意见》下达的改造任务艰巨,而留给企业特别是京津冀、长三角、珠三角等重点区域企业的时间又非常紧迫,同时其中提到的部分新问题目前尚没有完全成熟的商业化可行性技术,企业面临的压力巨大。
三是环保政策标准趋严。随着环保政策与标准趋严,过去的一些做法已经不被认可,回头再看,有些问题成为历史环保欠账,个别问题甚至可能成为今后发展的潜在环境风险。
胡望明认为,尽管环保政策与标准变化带来的环保问题有其历史原因,但作为一家负责任的企业和一名负责任的企业家,应该主动履行相关治理责任,根据现行环保政策与标准对环保欠账和历史问题认真地进行“回头看”,一旦发现风险点就要立即予以解决,对已经发生污染的12cr1movg钢管进行有效治理。

无缝钢管的结疤缺陷是一个常见的问题,如果出现了结疤缺陷,不仅会影响美观还会影响到它的性能,那么怎样控制无缝钢管的结疤缺陷?
无缝钢管的结疤缺陷指的是存在于无缝钢管内表面,类似于黄豆粒大小的凹坑。一般来说,结疤内大部分有呈灰褐色或灰黑色的异物。我们要想控制无缝钢管内结疤的影响,可以考虑从以下三个方面着手,分别是芯棒润滑、除氧化物剂和喷吹工艺。具体为以下措施:
芯棒润滑效果不好或芯棒润滑剂温度过低,会产生无缝钢管内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况;
氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求有以下三点:
(1)根据无缝钢管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的无缝钢管喷吹得除氧化物剂量是不同的;
(2)除氧化物剂粉末粒度一般要求在16目左右;
(3)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在无缝钢管内腔中充分燃烧;
喷嘴高度应根据无缝钢管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在无缝钢管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。

球墨铸铁管的出厂成型率怎么提高
合理操控浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。操控机身冷却水进口温度为28-36℃,出口温度为50-57℃。
二、操控原料加入,降低夹渣缺陷
为解决降低铁液中的含硫量,削减硫化物的发生,应操控W(S)<0.02%;适当进步浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量操控在1-2%为宜;加强铁液的扒渣和挡渣作用;铁液中的残镁流量不易过高(操控在0.035-0.045%),以削减铁液外表氧化。
三、改进离心设备,有用防备裂纹
削减铁液在高温的停留时间,加强孕育特别是随流孕育作用。随流孕育剂加入量操控为铁液量的0.1-0.25%;确保管模粉散布均匀,操控管模内外表用量为20-30g/m2。操控好水冷金属型离心机冶炼工艺参数。
