




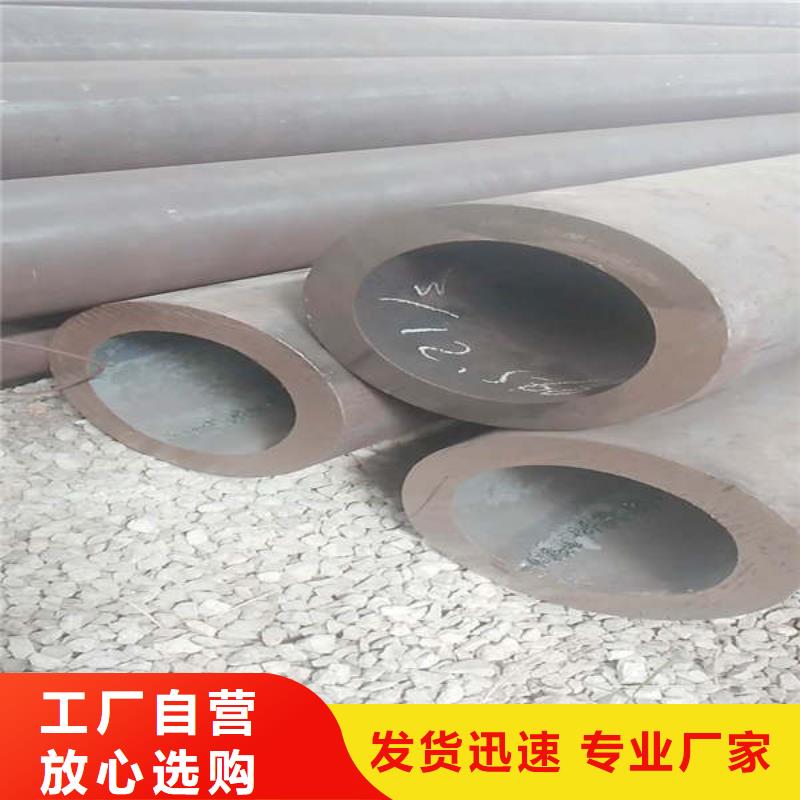
- 法兰毛坯
20#
- 汽车法兰
45#
- 管道连接
Q345B
- 机械法兰
Q345C


注意事项、打底时必定运用J506焊条手艺堆焊,并选用小电流焊接。严厉依照焊接工艺焊接。再每焊接完一个方位,都要用水平尺卡一下法兰平面的变形量。一边焊接一边用气锤锤击焊缝,以到达消除应力的效果。
高压法兰在装置前,有必要严厉查看各个密封面的无缺程度,假如径向贯穿划痕在法兰密封面上,能够选用轻型法兰加工车床进行加工;假如径向贯穿划痕在法兰的密封面上,关于单个有较深径向贯穿划痕的密封带,应防止选用部分研磨的办法。能够选用全体研磨的办法加以消除或更新密封垫圈,以防止螺栓耗费载荷的添加。
有条件时尽量选用液压扳手,液压扳手的液压力经过核算确认。用扭矩扳手预紧螺栓,则螺栓一起受拉应力和切应力的效果,且螺栓所受的荷载将大为削减。
大型法兰环件在风力发电、机械、船舶、石油化工、航空航天等许多工业领域中日益得到了广泛的应用,大型法兰环件的生产现今主要有以下几种方法:
1.整体模锻成形的方式。高温下的坯料被锻造成饼状,将中间部分冲孔,再锻造成环形件,采用这种方法不仅材料的利用率十分低、加工的周期长,同时加工出的环件坯料往往达不到精度要求,随着科技的进步和发展,采用这种方法加工大型环件已经逐渐被淘汰;
2.环件轧制的方式。环件轧制又称为环件辗扩或扩孔,是将锻造好的环件毛坯在高温状态下送入轧环机中,经过多次轧制使环件产生壁厚减小、直径扩大、截面轮廓成形的连续局部塑性加工成形工艺,该方法需要成套的大型锻造及轧制设备,并且轧制过程受到静力学、运动学、动力学等因素的耦合作用,环件的轧制变形具有高度的复杂性,同时具有设备操作困难、占地面积大、能耗大等缺点。

下面介绍一下碳钢法兰的测量方法:测量前的准备工作:
1.在测量之前根据大型法兰位置,首先应画出设备各连接大型法兰草图,并连续编号,以便夹具对号安装,按照一定的方式和原理进行安装,保证能够正常的使用。
2.因为安装时,碳钢法兰可能存在外径不同,错口(不同心),垫片厚度不相等情况,所以加工出来的夹具应与所侧碳钢法兰相对应不能互换,因此测量各部尺寸和编号是夹具加工及安装的关键
3.测量时,好安排三人,其中两人测量,一人校对并填表,测量工具用游标卡尺,要是没有条件可用外卡钳和钢板尺.测量是一项细致的工作,是夹具安装的前提,测量与记录一定要准备无误,填表时一定要认真清楚.在实际的测量工作中要相互的配合,能够按照正确的原理进行配合和使用。

抱负的处理方案应该统筹优异的防腐保护性能与简练的施工程序,而且应适宜各种标准与形状的法兰,并可在检修时很便当地操作螺栓。现在市场上常用的处理方案包括:首要通过保护罩和夹具密封法兰以及法兰面的空地,一般为不锈钢或塑料原料配有橡胶密封条。这种保护办法灵活性较差,需求存储与各种标准的法兰完全匹配的外罩或夹具。
保护油漆处理方案:保护油漆是可以直接粘结在基材上的硬膜,一般为环氧或聚氨酯类的涂料。法兰存在许多棱角与边沿,由于边沿变薄效应,常规油漆系统很难有用地掩盖边沿。加厚涂层虽然会处理边沿保护的问题,但同时会封死紧固件导致后续修补时无法拆开。其他,操作螺栓时会损坏涂层,在修补之后有必要从头涂装。
