

- 产品名称
无缝钢管
- 规格
齐全
- 产地
聊城,天津,无锡,上海
- 材质
齐全
- 长度
8-12米
- 计重方式
吨
- 是否能加工定制
能





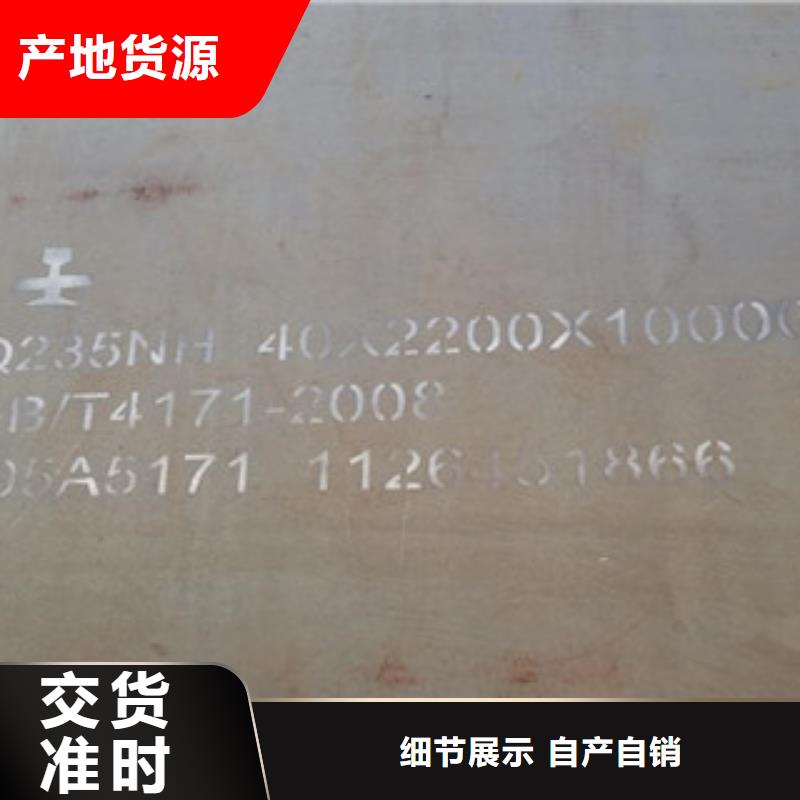
螺旋管表面质量检查主要包括人工肉眼检查和无损探伤检查。在进行人工肉眼检查时,应具备充分照明条件,依据标准和检查人员的经验,对发现的钢管各种缺陷用特殊的符号在管体上进行标识,检查过程中钢管需缓慢滚动。
无损检验法是指在不损坏钢管完好性的情况下,用电磁或超声设备100%检测螺旋管的表面或内部缺陷的方法。无论是人工肉眼检查,还是无损检测,一旦发现属于钢管标准或技术条件规定的不允许存在但可以通过修磨予以消除的钢管缺陷,则应对该缺陷进行修磨,修磨后的螺旋管管壁不应超过标准规定的允许负偏差。
超出钢管标准或技术条件规定的钢管缺陷,或修磨后的管璧超出允许深度的钢管,则应将该缺陷及超差部分切除或将钢管判废。
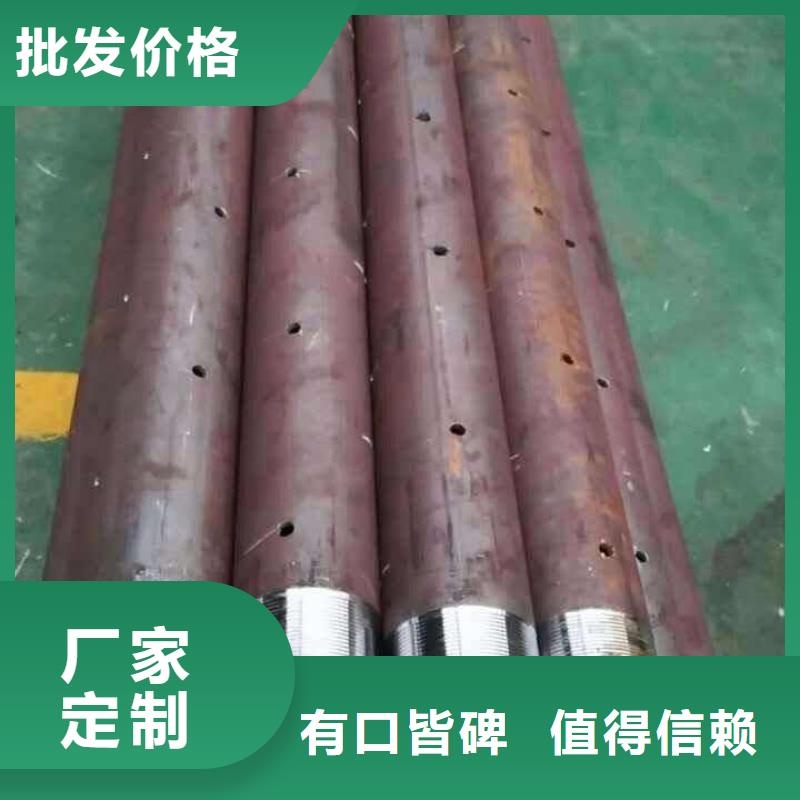
打桩用螺旋钢管的检查及要求全部如下:
1. 打桩用螺旋钢管的出厂合格证,达到设计标号方可出厂、运输和打桩。
2. 护筒打桩螺旋钢管堆放场地必须平整、坚实,不得产生不均匀沉陷。
3. 要求护筒打桩螺旋钢管起吊、运输中保持平稳,避免剧烈振动和冲撞。
4. 护筒打桩螺旋钢管堆放宜采用单排堆放,叠层堆放不宜超过4层,底层桩在距桩端0.2L外加垫垫木。
5. 取叠放的护筒打桩螺旋钢管,上层管桩必须吊机取桩,不得拖拉取桩,后底层桩可拉取桩,但护筒打桩螺旋钢管的拖拉端要求用废轮胎等弹性材料保护。
6.护筒打桩螺旋钢管起吊要求用专用吊钩钩住管两端内壁水平起吊。
7. 护筒打桩螺旋钢管壁厚度:-5mm
8. 护筒打桩螺旋钢管直径:±5mm
9. 护筒打桩螺旋钢管上下节法兰对中心线的倾斜:2mm
10. 护筒打桩螺旋钢管抽空圆孔平面位置对称中心:5mm
11. 护筒打桩螺旋钢管桩尖中心线:10mm
12. 护筒打桩螺旋钢管桩头是否密实(用小锤轻击检查),不密实的不允许使用。
13. 护筒打桩螺旋钢管桩身是否有裂缝(用放大镜和泼水的方法)。
14. 护筒打桩螺旋钢管桩顶和桩尖处不得有蜂窝和损坏。
15. 对护筒打桩螺旋钢管强度进行符合性检查,对强度有怀疑的进行复核检测。
16. 护筒打桩螺旋钢管表面无蜂窝,色感均匀,桩顶处无孔隙。
17. 护筒打桩螺旋钢管桩体不允许有露筋现象。
18. 对无合格证、外观质量不合格或合格证与实物不相符的护筒打桩螺旋钢管,不允许使用。
19. 复核测量定位校验记录;复核护筒打桩螺旋钢管桩位定位;误差:外桩≤1/3桩径,中间桩≤1/2桩径。
20. 护筒打桩螺旋钢管桩接头部位必须平整。
球墨铸铁管行业起步于20世纪90年代初,在中国城镇供水协会的大力支持下发展迅猛,经过近20年的实践使用,其安全性、实用性已被供水行业普遍认可。近几年,球墨铸铁管已经代替了其他的供水管材,成了城镇供水的首选管材。球墨铸铁管有其优异的特性,是其他供水管材所没有的,所以球墨铸铁管在我国有着广阔的发展前景。它的特性主要有以下的几个方面:
1、防偷盗:该合成材料无回收价值,自然防盗;并设有锁定结构,实现井内财物防盗。能彻底杜绝“城市黑洞”事故的发生。
2、外观美:检查井盖表面花纹设计精美,可制成各种颜色,美化城市环境。
3、重量轻:产品重量仅为铸铁的三分之一左右,便于运输、安装、抢修,大大减轻了劳动强度。
4、耐腐蚀:产品经国家化学建材测试中心检测,具有明显的耐酸碱、耐腐蚀能力,抗老化指标达到三级以上,使用年限较长。产品已在全国大量市政建设中使用,深受用户和专家好评。
成型方法不同可以将无缝钢管分为挤压无缝钢管和冷拔无缝钢管,下面无锡无缝钢管厂家给大家分享无缝钢管的成型方法是什么?
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。
一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。:
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。
不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等,并由吊车吊入仓库中。

