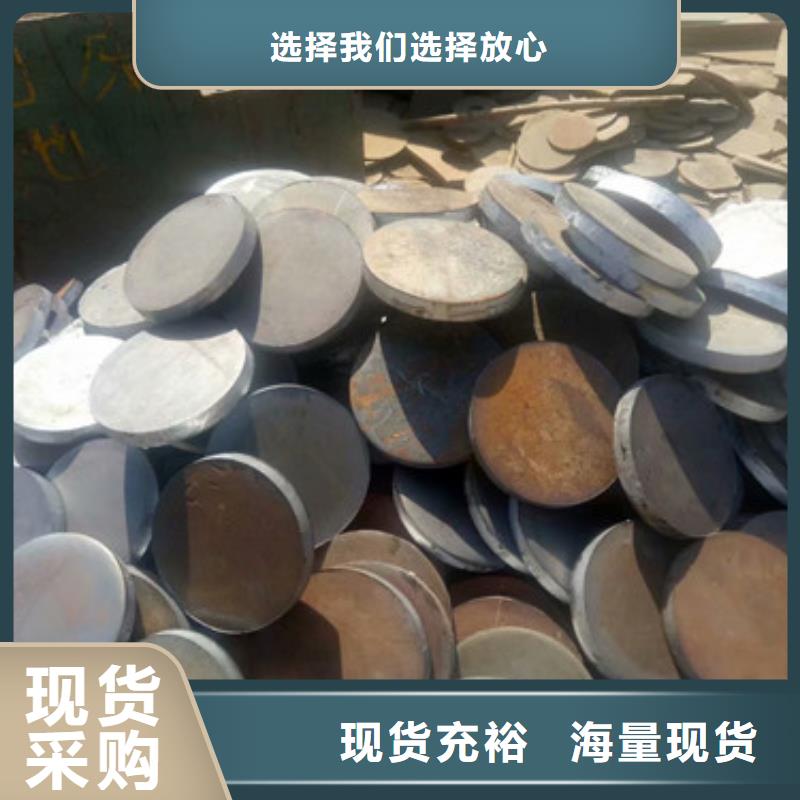



- 法兰毛坯
20#
- 汽车法兰
45#
- 管道连接
Q345B
- 机械法兰
Q345C


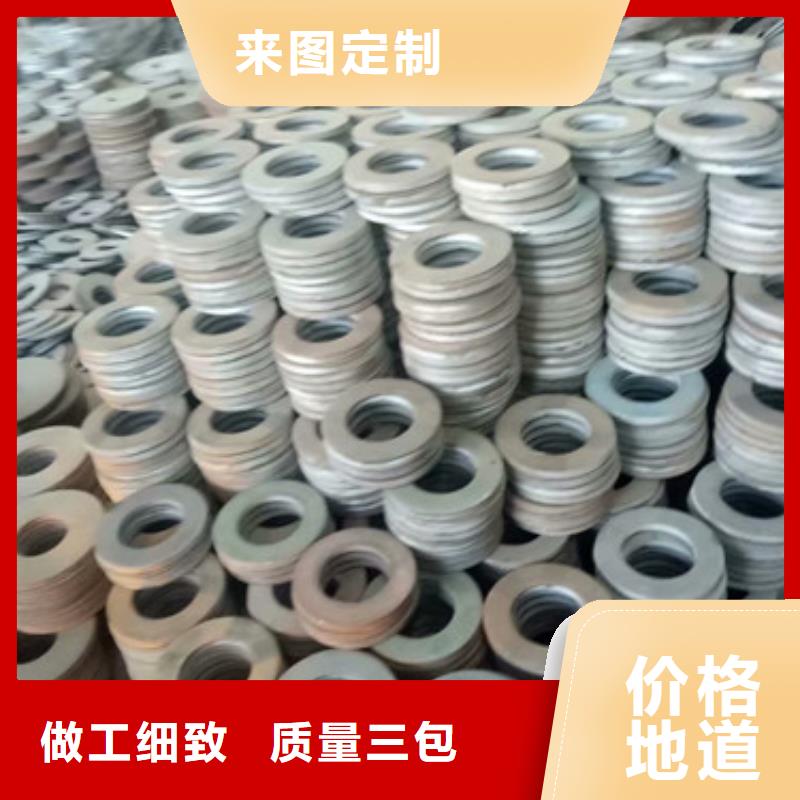
垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环。大多数垫片是从非金属板裁下来的,或由专业工厂按规定尺寸制作,其材料为石棉橡胶板、石棉板、四氟板、聚乙烯板等;也有用薄金属板(白铁皮、不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片;还有一种用薄钢带与石棉带一起绕制而成的缠绕式垫片,常用的是不锈钢带和石墨缠绕而成的金属缠绕垫片,根据使用环境不同,缠绕带也可以用石棉。普通橡胶垫片适用于温度低于120℃的场合;石棉橡胶垫片适用于对水蒸气温度低于450℃,对油类温度低于350℃,压力低于5MPa的场合,对于一般的腐蚀性介质,常用的是耐酸石棉板。在高压设备及管道中,采用铜、铝、10号钢、不锈钢制成的透镜型或其他形状的金属垫片。高压垫片与密封面的接触宽度非常窄(线接触),密封面与垫片的加工光洁度较高。
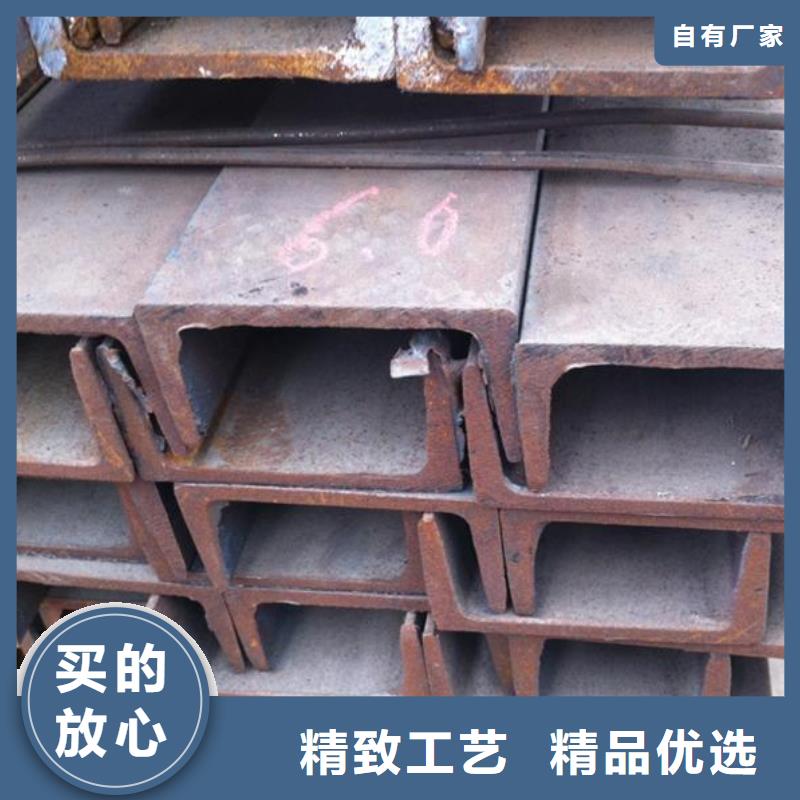
凡是在两个平面周边使用螺栓连接同时封闭的连接零件,一般都称为"法兰",如通风管道的连接,这一类零件可以称为"法兰类零件".但是这种连接只是一个设备的局部,如法兰和水泵的连接,就不好把水泵叫"法兰类零件".比较小型的如阀门等,可以叫"法兰类零件".
铸造碳钢法兰盘内部安排疏松、不均匀,强度、质量难以得到确保,锻制成型则耗材多、能耗大、本钱高,且盘、颈交接处易发作应力会集而影响强度,轧制成型则可防止上述问题。
孔型规划因为法兰盘在轧制的进程是在一个孔型内进行的接连轧制的进程,故孔型以实验目标的外部概括为基准。为便于金属活动及防止发作部分应力会集现象,颈盘部相交处规划成圆弧状;为防止金属在变形中有夹持现象,孔型中凹槽规划要有必定斜度。
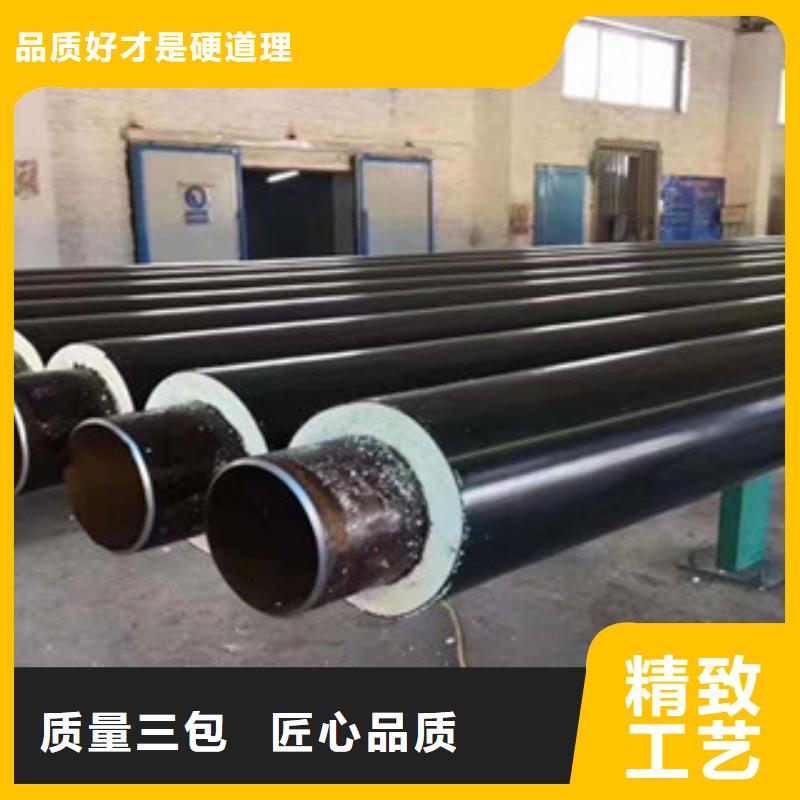
对焊法兰的工艺标准及质量控制:进料—理化—下料—热锻成型—热处理—检验—金加工—成品检验—标识—成品检验—标识—包装打字—发运。对焊法兰的焊接安装需要法兰双面焊。对焊法兰也不是所有的都需要内外双面焊的,没有特殊要求一般也只是外面焊一道,没见过1/2"的,平焊的是比较好焊接,因为管子和法兰好对垂直,管子不会斜。
对焊法兰的工艺标准及质量控制:进料—理化—下料—热锻成型—热处理—检验—金加工—成品检验—标识—成品检验—标识—包装打字—发运。
对焊法兰主要用于法兰与管子的对口焊接,其结构合理,强度与刚度较大,经得起高温高压及反复弯曲和温度波动,密封性可靠.公称压力为0.25~2.5MPa的对焊法兰采用凹凸式密封面。对焊法兰在管件中具有广泛的使用和推广,需要按照相应的方式和方法进行使用。对焊法兰是指带颈的并有圆管过渡的并与管子对焊连接的法兰。 
大型法兰环件在风力发电、机械、船舶、石油化工、航空航天等许多工业领域中日益得到了广泛的应用,大型法兰环件的生产现今主要有以下几种方法:
1.整体模锻成形的方式。高温下的坯料被锻造成饼状,将中间部分冲孔,再锻造成环形件,采用这种方法不仅材料的利用率十分低、加工的周期长,同时加工出的环件坯料往往达不到精度要求,随着科技的进步和发展,采用这种方法加工大型环件已经逐渐被淘汰;
2.环件轧制的方式。环件轧制又称为环件辗扩或扩孔,是将锻造好的环件毛坯在高温状态下送入轧环机中,经过多次轧制使环件产生壁厚减小、直径扩大、截面轮廓成形的连续局部塑性加工成形工艺,该方法需要成套的大型锻造及轧制设备,并且轧制过程受到静力学、运动学、动力学等因素的耦合作用,环件的轧制变形具有高度的复杂性,同时具有设备操作困难、占地面积大、能耗大等缺点。

