


- 品牌
开安管业
- 产地
聊城
- 适用范围
广泛
- 等级
国标K9
- 型号
100-1200





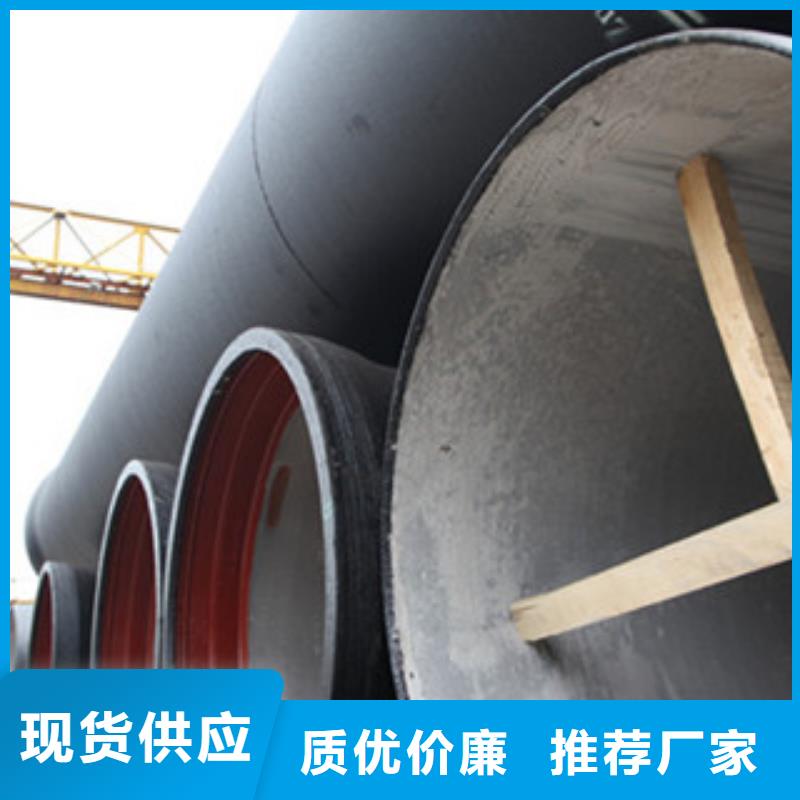
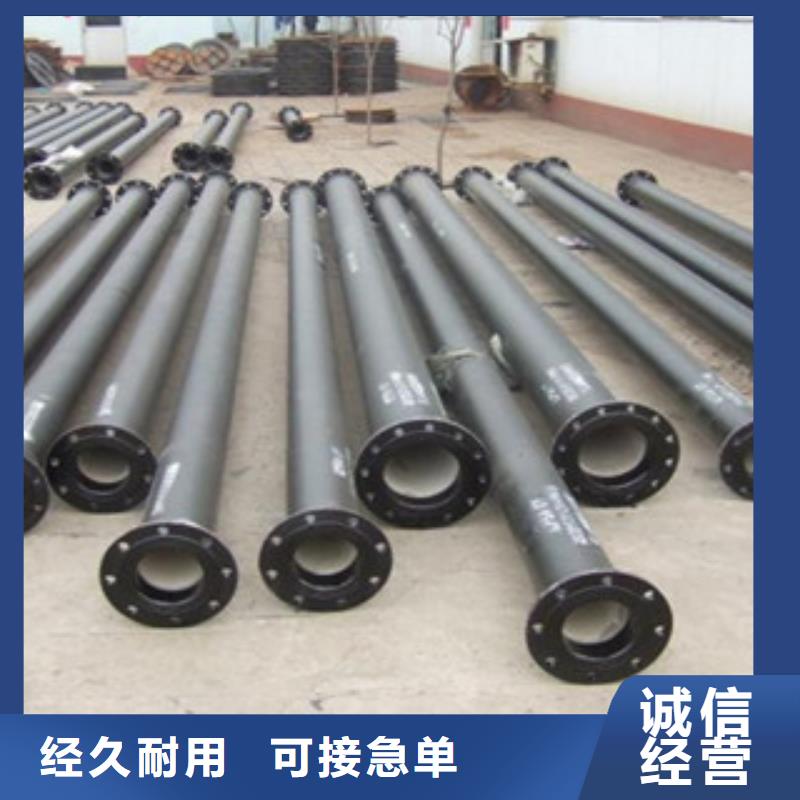
螺旋钢管详细介绍:
生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺 旋缝钢管.
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
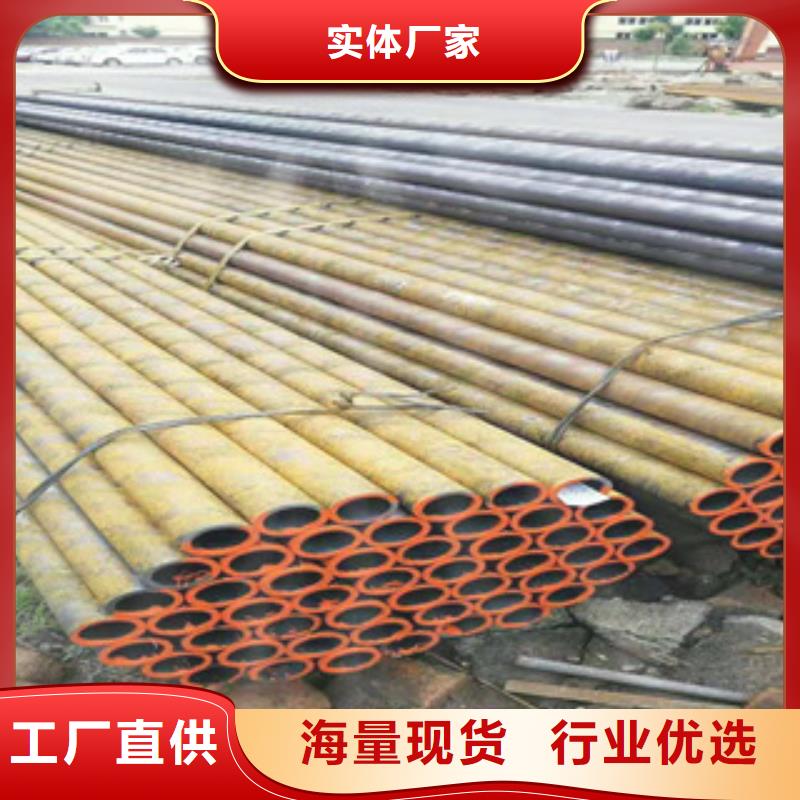
40cr钢管生产工艺
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
合金钢:a.低合金钢(合金元素总含量≤5%)b.中合金钢(合金元素总含量>5~10%)c.高合金钢(合金元素总含量>10%
正火规范:正火温度850-870℃,正火后硬度179-229HBS。
冷压毛胚软化处理规范:温度740~760℃,保温时间4~6h,以50~100℃/h的冷速,随炉降至温度≤600℃,出炉空冷.处理前硬度≤217HBS,处理后硬度≤163HBS。
生铁屑保护摆动鬼火规范
(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,再随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,共3个循环,再降温至550℃,出炉空冷。处理后硬度153HBS.
调质处理规范:淬火温度850±10℃,油冷;回火温度520±10℃,水、油冷却。

如何控制结构管的分层
从机理看,一般认为管坯中的非金属夹杂物会破坏45#结构钢管的连续性和致密性,严重的夹杂甚至在45#结构钢管内部产生分层现象。另一种认为是氢致裂纹,即由于钢中氢聚集造成金属内部气体分压过高,在圆管坯内形成白点,在轧制过程中裂纹发生扩展,终形成分层缺陷。此外,二辊斜轧穿孔的不均匀变形产生的应力超过塑性强度也会造成分层。
在冶炼控制严格的情况下,多出现第三种情况,其控制措施为:
1、提高45#结构钢管的塑韧性
提高钢水的洁净度,减少有害夹杂;增加连铸坯等轴晶比例,减少中心偏析和中心疏松;采用合理的冷却制度,避免铸坯内部出现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,减少内部应力,从而保证管坯和成品45#结构钢管的组织和力学性能满足技术标准要求。
2、合理控制加热温度
通过测定热塑性曲线,选择佳的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高45#结构钢管塑韧性。
3、降低轧辊转速
轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和45#结构钢管容易形成分层缺陷。为了消除管坯和45#结构钢管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下
公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户”的原则并可为客户,汽运,海运,火运等各项运输,为广大客户优质的服务,欢迎新老客户惠顾。
山东聊城开安管业有限公司真诚邀请广大客户诚合作,共同发展,共创美好明天!
山东聊城开安管业有限公司郑重向你承诺:保证以质量,以低的价格,完善的后服务,来答谢新老客户。本库没有的规格可提前,保证按时到货。

