异形钢板冲压件钢板异形件定做加工制作工艺流程介绍一下料工序下料就是把钢板或型材加工成图纸所要求的零件或部件。钢板的下料首先是找度然后用卷尺和粉线画出切割范围根据板厚加上切割余量需钻孔的进行钻孔加工需开坡口的进行坡口加工。型材的下料首先用座尺或弯尺找度然后用弯尺或座尺号切割线同样加上切割余量需钻孔的进行加工需开坡口的进行坡口加工。余料的接料板材接料和型材接料。割炬的一侧面向操作者,根据钢板的厚度选择切割喷嘴,以调整直线度和切割速度。根据自动钢板切割和半自动切割的不同,调整每个割的距离,确定后拖,并考虑切口补偿;在切割中,割炬切割角度的大小和方向主要取决于钢板的厚度。组。A当进行自动切割时,将钢板气割平台上,两端钢板端部与导轨之间的距离应调整在mm范围内。在半自动切割的情况下,导轨应放置在切割钢板的平面上,然后将切割灯放置在导轨上。割炬的一侧面向操作者,根据钢板的厚度选择切割喷嘴,以调整直线度和切割速度。
异形冲压件
异形冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。
冲压是高效的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。
冲压主要是按工艺分类,墓碑大理石雕刻机价格可分为分离工序和成形工序两大类。分离工序也称冲裁,大同异形冲压件其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。冲压用板料的表面和内在性能对冲压成品的质量影响很大,CO2激光烧花机大同异形冲压件要求冲压材料厚度精确、均匀;表面光洁,广告雕刻机械无斑、无疤、无擦伤、无表面裂纹等;屈服强度均匀,激光雕刻大同异形冲压件无明显方向性;均匀延伸率高;屈强比低;加工硬化性低。
布料激光雕花机,广告雕刻机

冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。
冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用模具,工件精度可达米级,且重复精度高、规格一致,可以冲压出孔窝、凸台等。
冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。
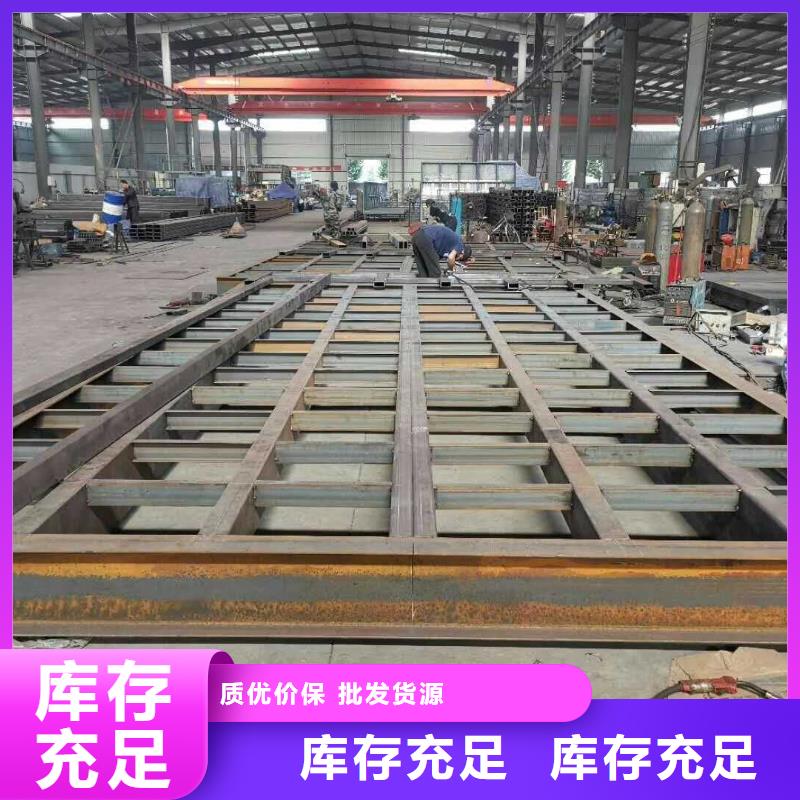
承揽各种冲压件加工业务
本厂有16T-250T冲床50台
100T-500T液压机6台
数控折弯机3台。车间2300
平米,环评资质齐全。
现对外承揽各种冲压件加工业务


异型冲压件
*常用杆形:直杆形、圆锥形、八边锥形、大小杆等,外型美观、简洁、协调;
*杆体选用Q235优质钢材制造,杆体采用大型数控折弯机一次成型,采用自动缩口;
*焊机自动焊接,异型冲压件法兰盘,整个杆均按相关设计标准执行;
*主杆与底法兰采用双面焊接,外焊加强筋;
*杆体表面全部热浸镀锌,厚度不小6mm;
*钢杆、横臂全部表面喷塑或喷漆处理;
*常规颜色白色和灰色,量大可定制颜色;
*监控杆设计抗风能力38米/S,抗震能力为里氏8级;
*箱体与主杆之间特殊设计,看不到任何引线,并有防渗水措施,有效保证缆的安全;
*接线门采用内置式M6内六角螺栓固定、防盗;
*杆体采用多个标准部件在现场装配而成,方便制造运输与安装;
*适用于道路、桥梁、小区、码头、工厂等场所。