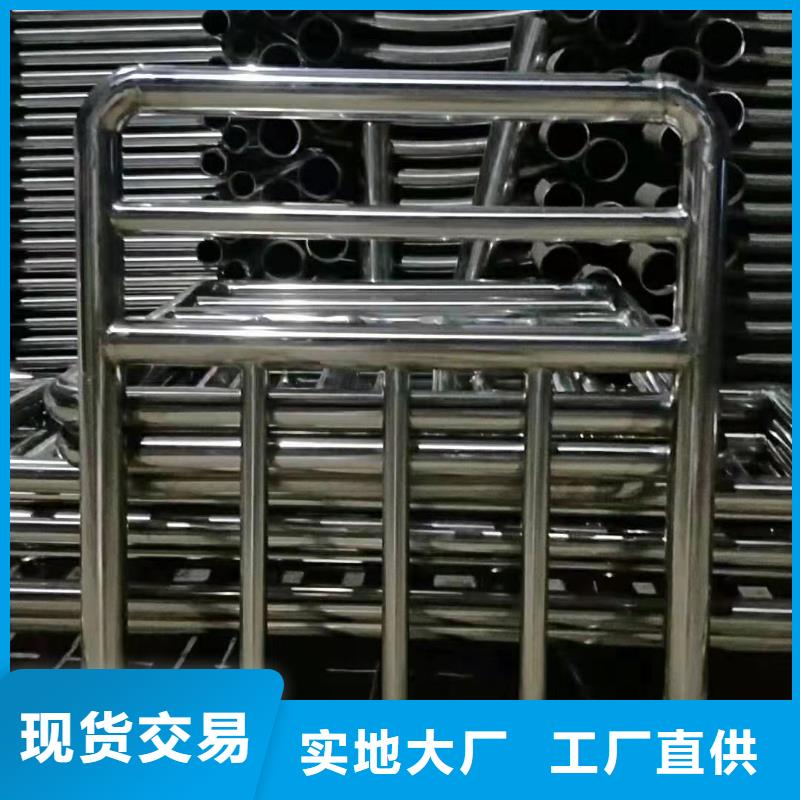



Hastelloy C-276的耐腐蚀性:
C276合金适用于各种含有氧化和还原性介质的化学流程工业。较高的钼、铬含量使合金能够耐氯离子的侵蚀,钨元素也进一步提高了其耐腐蚀性。C276是仅有的几种能够耐潮湿 、次氯酸盐以及二氧化氯溶液腐蚀的材料之一,该合金对高浓度的氯化盐溶液具有显著的耐腐蚀性(如氯化铁和氯化铜)。
Hastelloy C-276应用范围应用领域有:哈氏合金
C276合金在化工和石化领域得到了广泛的应用,如应用在接触含氯化物有机物的元件和催化系统中。这种材料尤其适合在高温、混有杂质的无机酸和有机酸(如甲酸和乙酸)、海水腐蚀环境中使用。
Hastelloy C-276其它应用领域:
1.纸浆和造纸工业,如煮解和漂白容器
2.FGD系统中的洗涤塔、再加热器、湿汽风扇等
3.在酸性气体环境中作业的设备和元件
4.乙酸和酸性产品的反应器
5.硫酸冷凝器
6.亚甲二苯异氰酸盐(MDI)
7.不纯磷酸的生产和加工
氧化色可以在焊缝还热的时候刷除。
有些应用中需要焊后热处理来消除残余应力,提高抗应力腐蚀开裂性能。
为得到 的耐腐蚀性能,推荐采用氩弧焊,即钨电极惰性气体保护焊GTAW。
HastelloyB-2填充金属哈氏合金
通常选用的填充金属:
GTAW
Nimofer S 6928
W.-Nr. 2.4615
AWS A5.14 ERNiMo-7
BS 2901 NA44
SMAW
W.-Nr. 2.4616
EL-NiMo29
AWS A5.11 ENiMo-7
用埋弧焊进行堆焊时:
焊带
Nimofer B 6928
W.-Nr. 2.4615
UP-NiMo27
只有使用这种焊接电极才能避免碳、硅的析出或使析出最少

不建议采用氧乙炔焊和埋弧焊
在未开封中的焊条不需要进一步的干燥。没用完的焊条应密闭储存在温度为121-200℃的炉中,暴露在室温下所引起的潮湿会造成机械性能的降低。
在采用GTAW焊接时,在底部焊道的背面必须要一直用100%氩气保护。
哈氏合金
若用SMAW方法焊接,背面必须磨光。
为了达到焊接件 的抗腐蚀性,必须要避免过热输入;
采用最小交织缝技术
尤其在薄的地方避免过慢的速度
控制层间温度,一般在93℃或以下
避免在冷加工部件焊接(如封头)。在冷成型后固溶退火。
在采用GTAW焊接时,推荐电流稳定,高频启动和坡度控制的设备。有气体扩散膜的槽口具有 的覆盖。
应避免长时间在538-816℃的温度范围停留。不推荐在650℃进行焊后应力消除。
对于B-3合金来说, 推荐的热处理方法就是在1065℃进行适当时间的固溶退火,并随后用水冷或迅速空冷(由部件的厚度决定)
如果在采用GMAW方法焊接时有超过1%的氧化气体保护,推荐在每层中都去除焊接皮

抗缝隙腐蚀性能:
|
合金 |
临界点腐蚀温度(CCT) |
|
|
6%FeCl3 + 1%HCl水溶液 (ASTM G48方法D) |
Green death溶液 |
|
|
NAS NW276 |
100℃ |
110℃ |
|
NAS 254N |
40℃ |
45℃ |
|
NAS 329J3L |
25℃ |
30℃ |
|
SUS 316L |
< 0℃ |
< 0℃ |