水下码头加固施工安全企业遵照测量断面确定起始断面桩所处位置按照水下码头加固施工档位图确定拟抛区长度,宽度实施施工放样。水下码头加固按照先上游后下游先深泓后近岸的原则通过经纬仪确定定位船船尾所处位置水下码头加固并在每条垂线断面插上两根标志杆岸边打粗木桩将定位船船尾,标志杆,木桩定在一条直线上。
码头水下加固根据施工现场的条件,将块石用驳船运至施工现场抛投水域范围后采用挖掘机抛投,由专职施工人员进行抛投指挥,同时搞好安全施工。码头水下加固每个断面从江心向岸边,先脚后坡,但对崩坍较快的地段宜由近至远,先坡后脚,连续施工,突击完成。

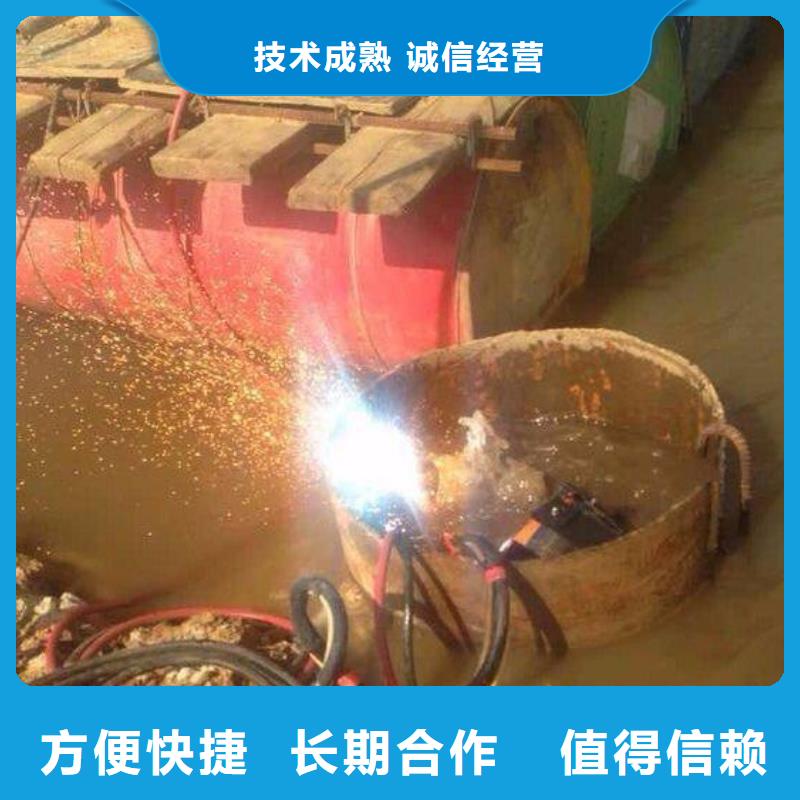
水下焊接一般依据焊接所处的环境大体上分为三类:湿法水下焊接、干法水下焊接和局部干法水下焊接。但随着水下焊接技术的发展: 又出现了一些新的水下焊接方法:水下螺柱焊接、水下爆炸焊接、水下电子束焊接和水下铝热剂焊接等。
水下湿法焊接与干法和有些干法焊接对比,运用最多,但安全性最差。
由于水具有导电性,因此防触电成为湿法焊接的首要安全伺题之一。水下焊接与切开的事端因素。水下切割公司但便用局限性很大,运用不广泛。有些干法是焊工在水中施焊,但人为地将焊接区周围的水排开的水下焊接方法,其安全措施与湿法相似。
水中的一些杂物的影响,从而导致能见度比较低,进而在一定程度上影响焊接质量;另外由于水的传热性比较快,一般要高出空气20倍左右,所以在水下焊接工程中如果把握不好,很可能会导致焊接断裂;再加上水的压力的影响,也会影响焊接的难度;目前来说,水下焊接一般由人工来完成,但是受水中各种因素的影响,工人无法长时间待在水中持续工作,所以只有采取间接性的工作方式,而这也会影响焊接的进度与质量,水下堵漏。

水下焊接方法
干法焊接
这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其安全性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服
局部干法焊接
局部干法是焊工在水中施焊,人为地将焊接区周围的水排开的水下焊接方法,其安全措施与湿法相似。由于局部干法还处于研究之中,因此使用尚不普遍。
湿法焊接
湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。

水下打捞的方法
1封舱抽水打捞法。把沉船破口封堵后,将船内的水抽出,使船浮起,因封补严密困难,风浪大时难作业,故较少采用。
2浮筒打捞法。用若干浮筒在水下充气后,借浮力将沉船浮出水面,此法浮力大而可靠,施工方便、安全。
3船舶抬撬打捞法。用钢缆兜于沉船船底,用打捞船上的起重设备将沉船提起,打捞时一般要用两艘或多艘打捞船共同作业。
4泡沫塑料打捞法。将比重轻的闭孔泡沫塑料输入沉船舱内,排去海水,借泡沫浮力抬起船舶,此法免去在沉船底穿引钢缆的不便,且减少或免去封舱工作,也适应海上风浪下作业。水下堵漏
5围堰打捞法。当船沉于水深较小的水域时,可筑堰于沉船的周围,抽出堰内的水,将沉船封补或修复,再灌水将船浮起后拆除围堰。
6充气排水打捞法。是向沉船舱内打入压缩空气而排出水体,使沉船浮起。