

- 产品名
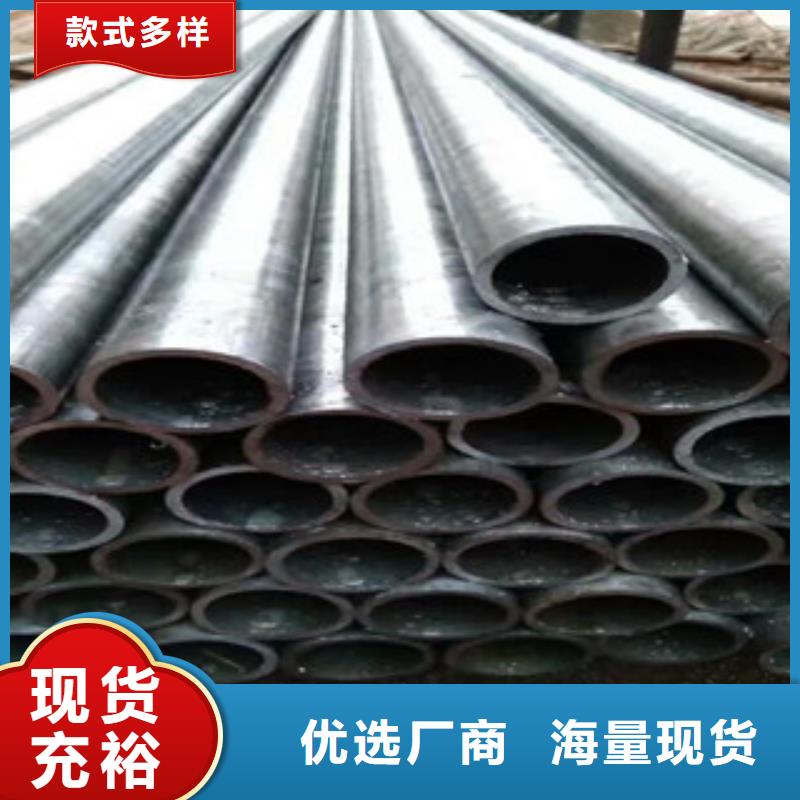
螺旋钢管
- 规格
齐全
- 材质
齐全
- 生产厂家
山东开安
- 是否有现货
是





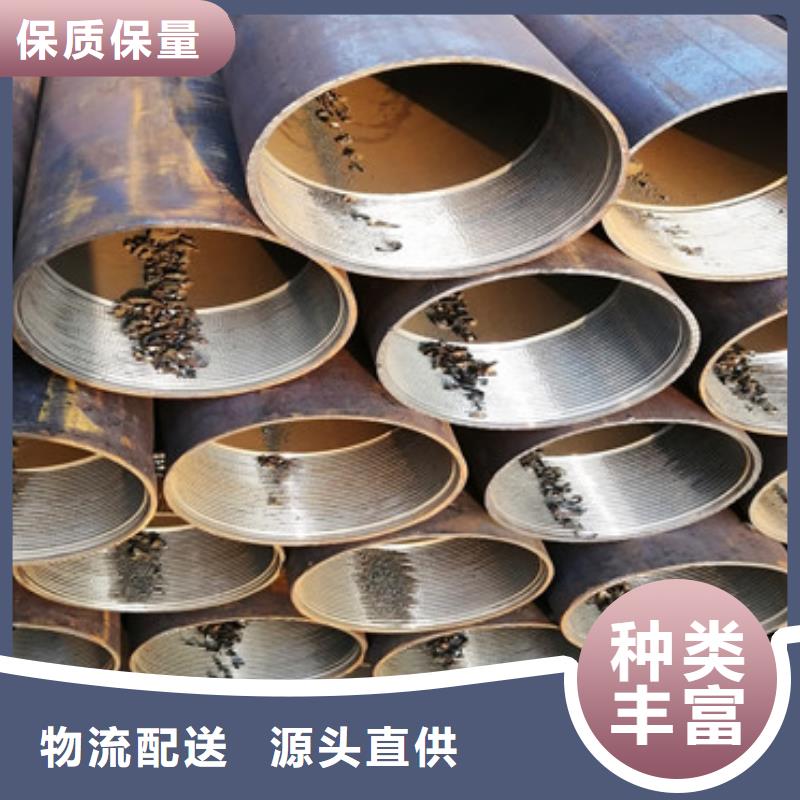
无缝钢管的控制是钢管生产的难点,改善无缝钢管精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,大升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,无缝钢管要求≥25mm且无缝钢管均匀的厚壁管。
7、轧机芯棒
芯棒要选用无缝钢管较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。无缝钢管均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的无缝钢管精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。

开安公司生产的工艺装备自动化、机械化。是专业生产球墨铸铁管及管件的民营企业!面积100000平方米,总投资3亿元,生产规格:DN80、DN100、DN150、DN200、DN300、DN400、DN500、DN600、DN700、DN800、DN900、DN1000、DN1200等,技术设备先进,先后在多个城市设有销售点,是山东球墨铸铁管公司中大的综合性企业,公司产品以通过质检部门的检测合格。优质的产品和人性化的服务了很多客户的认可及赞同!我们会始终追求“的品质,的服务,的品牌,的效益” 为原则!我们致力于构建的大型铸工企业,与新老客户共同进步,奉献社会,共铸辉煌!公司始终坚持以求生存,以誉求发展、客户至上的原则,严格按照ISO9001体系构建产品体系,采用了先进设备及新工艺,为客户提供可靠的保证。锌涂层应覆盖球墨铸铁管的外表面,无裸露及附着不牢等缺陷。
锌涂层质量的平均值不应小于130g/m2,局部小值不应小于110g/m2。只要锌涂层的质量符合要求,允许出现螺旋形外观。
由于操作造成的锌涂层损伤,只要每平方米面积中累计损伤区域面积不超过5cm2及单个损伤区域较小的一边尺寸不超过5mm,可认为该涂层质量合格。较大面积损伤应进行修补。
生产者应目视检测每根球墨铸铁管涂层的状况及其均匀性,并对锌涂层质量进行定期测量。

螺旋钢管在安装施工的时候要严格按照规定施工措施来保证管道工程的质量,在螺旋钢管施工对接之前与管道有关工程经检验合格,要满足安装要求;螺旋钢管、管件、管道附件等已检验合格,具有相关证件;管道组成件及预制件已按设计核对无误,内部已清理干净无杂物。
螺旋钢管的对接安装应按单线图所示,按管道系统号和预制顺序号安装。安装组合件时,组合件应具备足够刚性,吊装后不应产生永久变形,临时固定应牢固可靠。螺旋钢管安装时的水平段坡度方向以便于疏放水和排放空气为原则确定。螺旋钢管对接时,不得用强力对口,加热管子,加偏垫或多层垫等方法来消除接口端面的空隙、偏斜、错口或不同心等缺陷。
螺旋钢管或管件的坡口及内外壁10-15mm范围内的油漆、垢、锈等,在对口前应清除干净,显示出金属光泽。螺旋钢管对口一段应平直,焊接角变形在距离接口中心200mm处测量,当钢管的公称通径DN<100mm时,折口的允许偏差a≤2mm;当DN≥100mm时,允许偏差a≤3mm。螺旋钢管的对口一般应做到内壁齐平,如有错口时,对接单面焊的局部错口值不应超过壁厚的10%,且不大于1mm,对接双面焊的局部错口值不应超过焊件厚度的10%,且不大于3mm。对口符合要求后,应垫置牢固,避免焊接过程中螺旋钢管移动。
螺旋钢管对接安装应根据现场实际条件进行组织,原则为先大管后小管,安装工作有间断时,应及时封闭管口。

球墨铸铁管安装注意事项
施工前,对管材、管件、橡胶圈等做一次外观检查,发现有问题的均不能使用。
安装程序:
清理承口插口→清理胶圈→上胶圈→下管(排管)→在插口外表和胶圈上刷润滑剂→顶推管子使之插入承口→检查。
安装要点:
①、清理管口:将承口内的所有杂物清除擦洗干净。
②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。
③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。
⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。
⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。
安装过程中,定管、动管轴心线要在一条直线上,否则容易将胶圈顶出,影响安装的质量和速度。
管道安装要平,管子之间应成直线,遇有倾斜角时,要小心。
将连接管道的接口对准承口,若插入阻力过大,切勿强行插入,以防橡胶圈扭曲。
橡胶圈润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,迅速安装。
另外,如果你用的管材符合标准,那就看胶圈,是不是硬度级别没达到标准,或者说胶圈本身就不符合标准。
