

生产工艺
①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
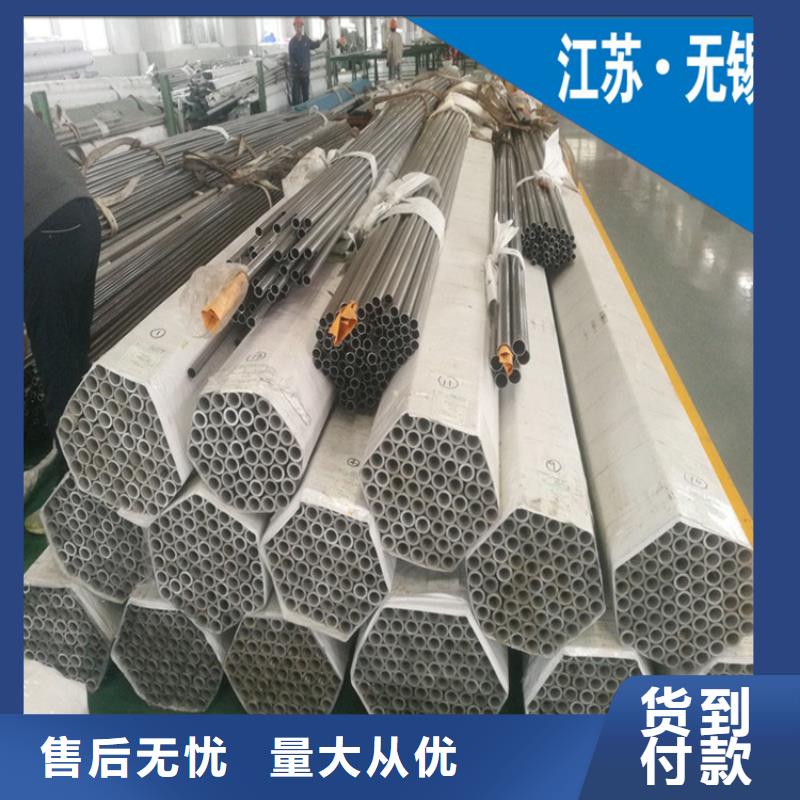
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
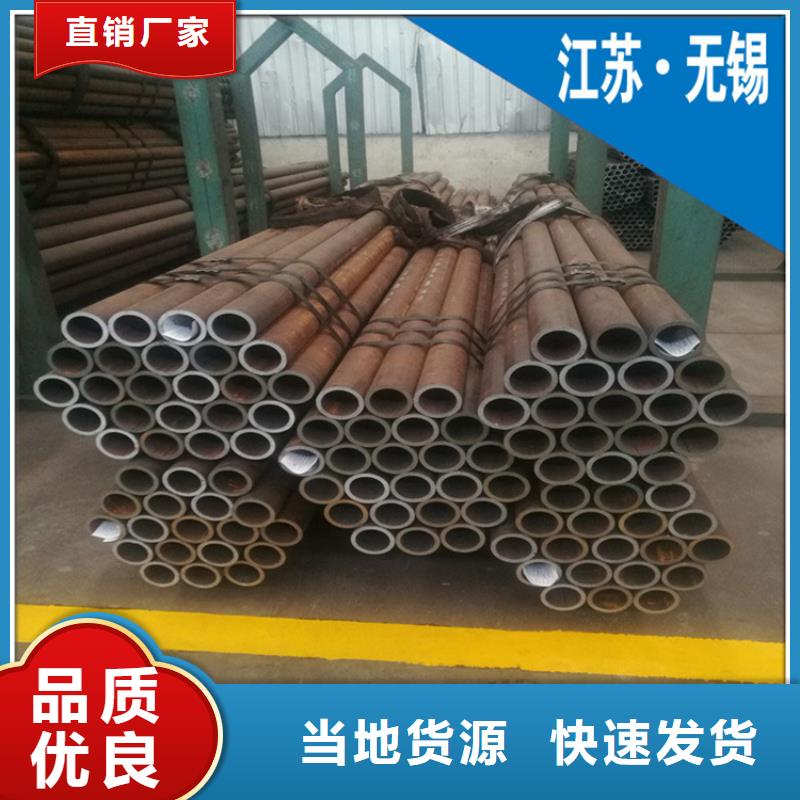
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。

中低压锅炉管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有无缝管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。中低压锅炉管执行标准:GB3087-1999低中压锅炉用无缝钢管。
中低压锅炉管是用于缔造各种结构低中压锅炉过热蒸汽管、滚水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝管。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。

GB3087-1999、GB5310-1995锅炉管(热轧、挤压、扩管)
外径允许偏差
外径允许偏差
标准 外径(D) 外径允许偏差
GB3087-1999 ≤159 ±1.0%(小为±0.5mm)
>159 ±1.0%
GB5310-1995 ≤159 ±1.0%(小为±0.5mm)
>159 ±1.0%
壁厚允许偏差
壁厚允许偏差
标准 壁厚(S) 壁厚允许偏差
GB3087-1999 ≤20 +15%,-12.5%(小为+0.45mm,-0.35mm)
>20 ±12.5%
GB5310-1995 <3.5 +15%(小为+0.48mm)
-10%(小为+0.32mm)
3.5-20 +15%,-10%
>20 D<219 ±10%
D≥219 +12.5%,-10%
16×3 42×5 89×8 159×10
18×2 42×6 89×9 159×12
18×3 42×8 89×10 159×14
18×4 45×3 89×11 159×16
18×5 45×4 89×12 159×18
19×2 45×5 108×4.5 159×20
21×4 45×6 108×5 159×28 
化肥工业用高压无缝钢管常在压力为2200~3200Mpa、工作温度为-40℃~400℃和腐蚀性的环境下输送化工介质(如合成氨、甲醇、尿素等)。化肥工业用高压无缝钢管应具有较强的抗腐蚀性能、良好的表面状态和机械性能。除做机械性能、压扁和水压试验外,应根据不同的钢种作相应的精简腐蚀试验、经理度和更严格的无损检测。
石油、地质钻探用钢管在高压、交变应力、腐蚀性的恶劣环境下工作,故应有高的强度级别,并能抗磨、抗扭和耐腐蚀等性能。按照钢级的不同应做抗拉强度、屈服强度、伸长率、冲击韧性及硬度等试验。对于石油油井用的套管、油管和钻杆,更是详细划分了钢级、类别,以及适用于不同环境、地质情况由用户自己选择的较高要求的附加技术条件,满足不同的特殊需求。本文章由天津瑞德隆钢铁整理发布,如转载请说明出处。
化工、石油裂化、航空和其他机械行业用的各种不锈耐热耐酸管除做机械性能与水压试验外,还要专门作晶间腐蚀试验,压扁、扩口及无损检测等试验。


 苏公网安备 32130202080769
苏公网安备 32130202080769