
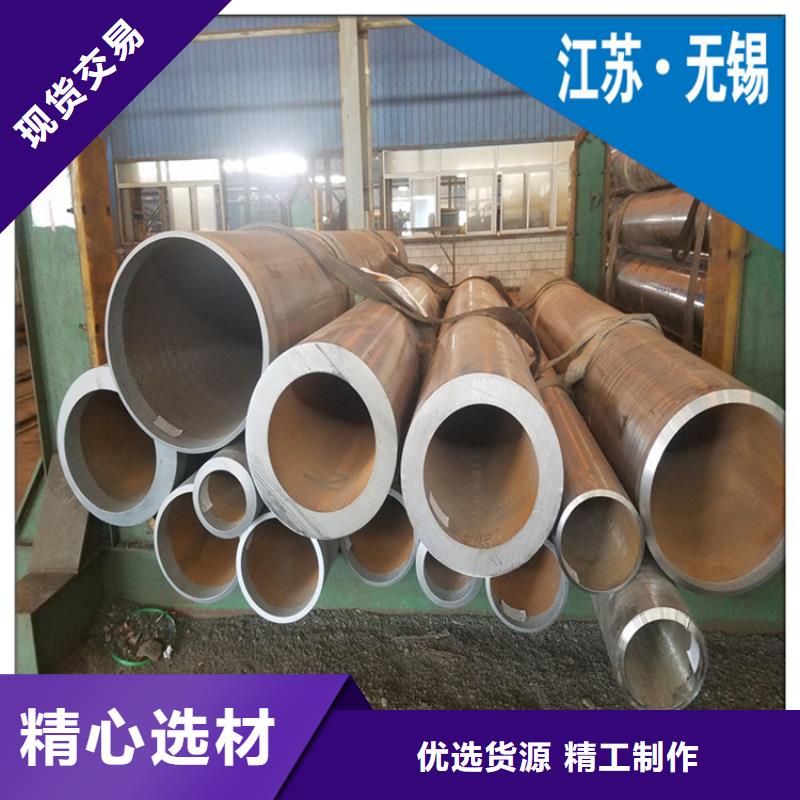
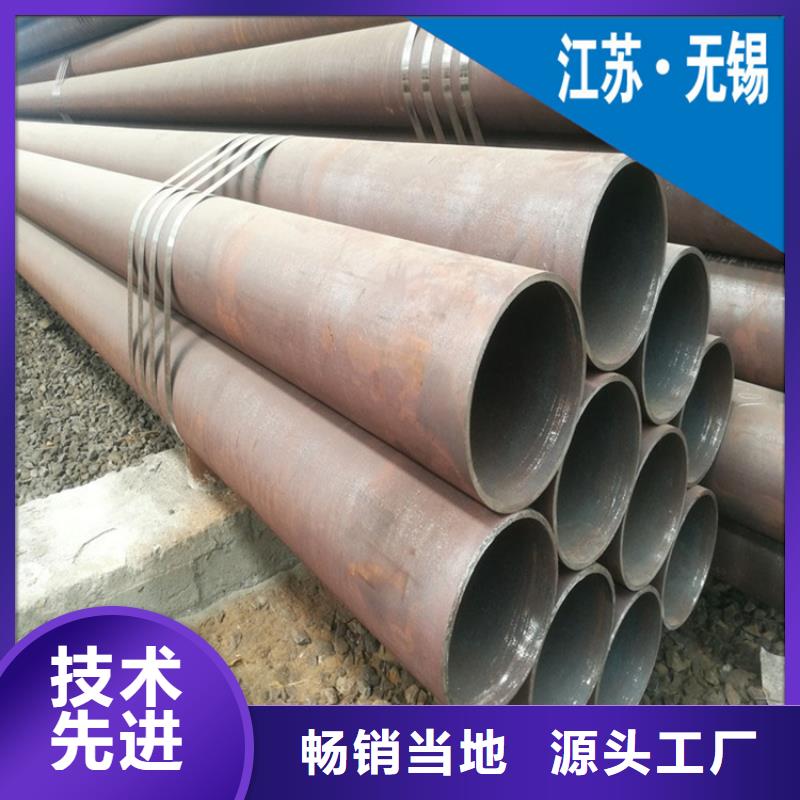


- 20G高压锅炉管
攀冶
- 是否进出口
是
- 材质
20G 5310 GB3087 12cr1moG 16mn Q345B
- 仓库
无锡攀冶仓库
- 计算方式
过磅
- 加工服务
深加工
- 规格
5mm*1mm—630mm*80mm
- 品名
攀冶钢管
- 产地厂家
天津 无锡 宝钢
- 质量等级
正品
- 配货服务
上门服务



生产工艺
①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。

GB3087-1999、GB5310-1995锅炉管(热轧、挤压、扩管)
外径允许偏差
外径允许偏差
标准 外径(D) 外径允许偏差
GB3087-1999 ≤159 ±1.0%(小为±0.5mm)
>159 ±1.0%
GB5310-1995 ≤159 ±1.0%(小为±0.5mm)
>159 ±1.0%
壁厚允许偏差
壁厚允许偏差
标准 壁厚(S) 壁厚允许偏差
GB3087-1999 ≤20 +15%,-12.5%(小为+0.45mm,-0.35mm)
>20 ±12.5%
GB5310-1995 <3.5 +15%(小为+0.48mm)
-10%(小为+0.32mm)
3.5-20 +15%,-10%
>20 D<219 ±10%
D≥219 +12.5%,-10%
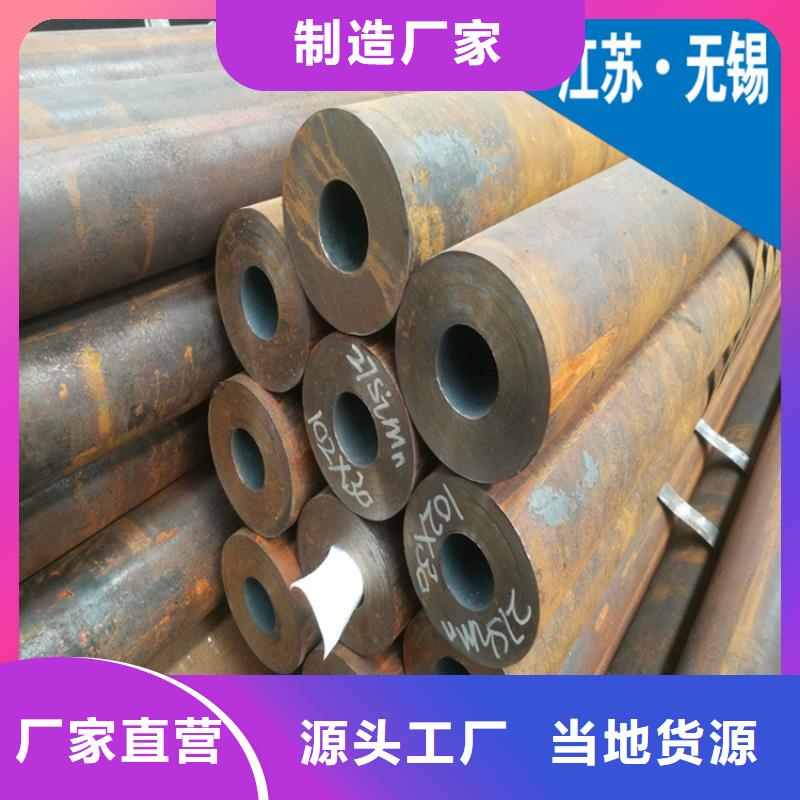
16×3 42×5 89×8 159×10
18×2 42×6 89×9 159×12
18×3 42×8 89×10 159×14
18×4 45×3 89×11 159×16
18×5 45×4 89×12 159×18
19×2 45×5 108×4.5 159×20
21×4 45×6 108×5 159×28 
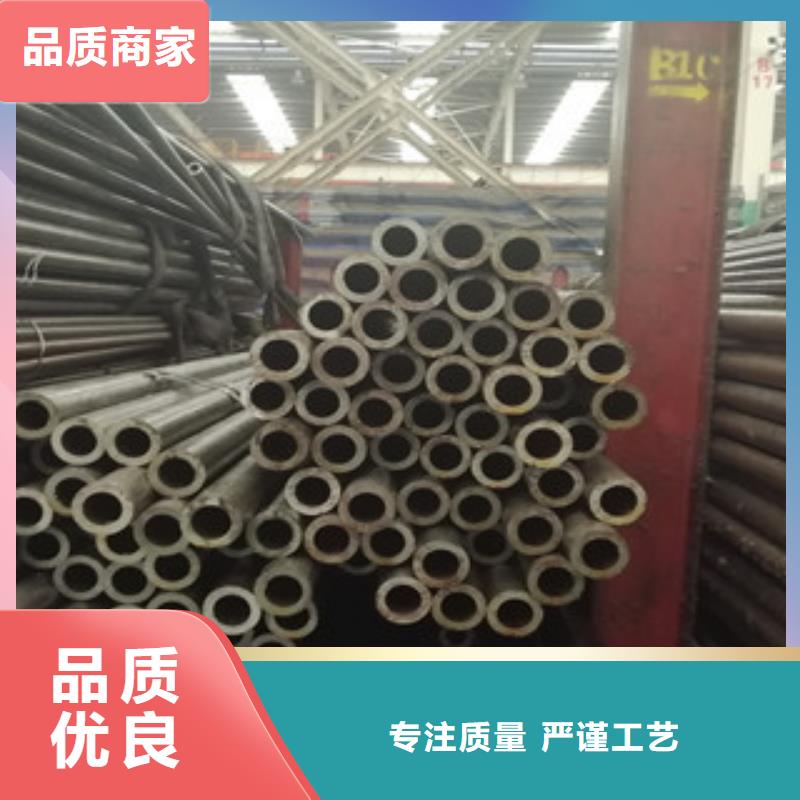
精密无缝钢管,精密液压无缝钢管,冷拔精密无缝钢管,冷轧精密无缝钢管,高精密无缝钢管,精密光亮无缝钢管。
主要品种
DIN/EN 系列高精度精密光亮无缝钢管、液压系统专用钢管、汽车制造专用钢管
主要标准
DIN2391, DIN2445, EN10305, GB/T 3639 GB 8713..........
主要材质
ST35(E235)、ST37 、ST45(E255)、ST52(E355)、10#、20#、35#、45#.........
主要交货状态
NBK(+N) GBK(+A) BK(+C) BKW(+LC) BKS(+SR)
特点
钢管内外壁无氧化层、承受高压、无泄漏、高精密、高光洁度、冷弯不变形、扩口、压扁无裂缝、表面防锈处理,广泛用于液压系统用钢管、注塑机用钢管、液压机用钢管、船舶制造用钢管、EVA发泡油压机械、精密油压裁断机用钢管、制鞋机械、液压设备、高压油管、液压油管、卡套接头、钢管接头、橡胶机械、锻压机械、压铸机械、工程机械、混泥土泵车用高压钢管、环卫车用、汽车行业、造船工业、金属加工、军工、柴油机、内燃机、空压机、建筑机械、农林机械等 ,完全可以替代同标准的进口无缝钢管。
生产工艺
①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。

