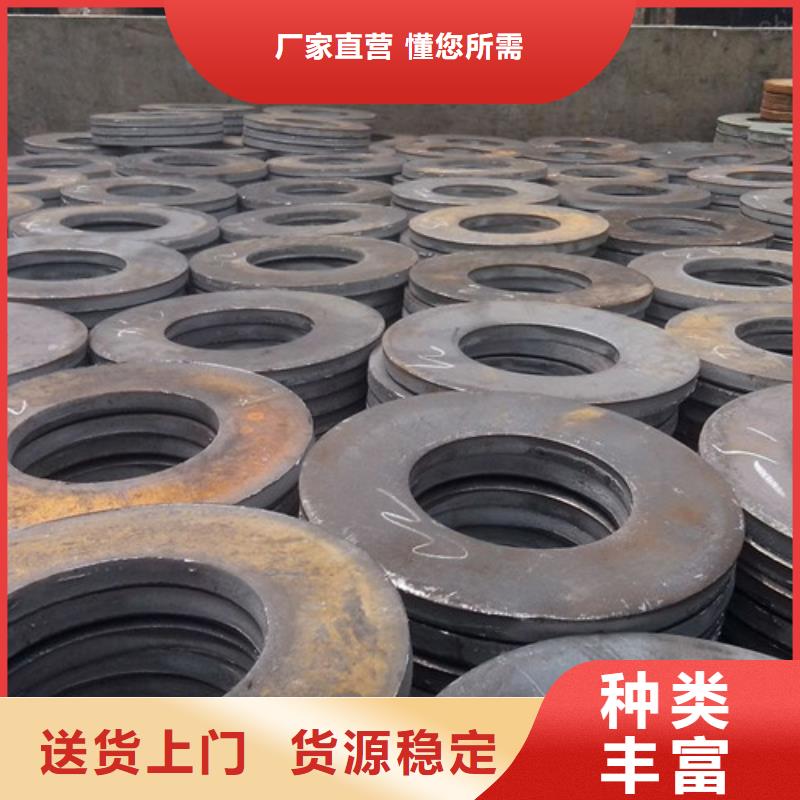





- 法兰毛坯
20#
- 汽车法兰
45#
- 管道连接
Q345B
- 机械法兰
Q345C




焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子对焊连接的法兰。
焊法兰不易变形,密封好,应用广泛,有相应的刚性与弹性要求和合理的对焊减薄过渡,焊口离接合面距离大,接合面免受焊接温度变形,它采取比较复杂的嗽叭形体结构,适用于压力或温度大幅度波动的管线或高温、高压及低温的管道,一般用于PN大于2.5MPa的管道及阀门的连接;也用于输送价格昂贵、易燃、易爆介质的管路上。
技术要求:
一、对焊法兰的级别及其技术要求应符合JB4726-4728的相应要求。
1、公称压力PN为0.25MP-1.0MPa的碳素钢、奥氏体不锈钢锻件允许采用Ⅰ级锻件。
2、除以下规定外,公称压力PN为1.6MPa-6.3MPa的锻件应符合Ⅱ级或Ⅱ级以上锻件级别的要求。
3、符合以下情况之一者,应符合Ⅲ及锻件的要求:
(1)公称压力PN≥10.0MPa法兰用锻件;
(2)公称压力PN>4.0MPa的铬钼钢锻件;
(3)公称压力PN>1.6MPa且工作温度≤-20摄氏度的铁素体钢锻件。
下面介绍一下碳钢法兰的测量方法:测量前的准备工作:
1.在测量之前根据大型法兰位置,首先应画出设备各连接大型法兰草图,并连续编号,以便夹具对号安装,按照一定的方式和原理进行安装,保证能够正常的使用。
2.因为安装时,碳钢法兰可能存在外径不同,错口(不同心),垫片厚度不相等情况,所以加工出来的夹具应与所侧碳钢法兰相对应不能互换,因此测量各部尺寸和编号是夹具加工及安装的关键
3.测量时,好安排三人,其中两人测量,一人校对并填表,测量工具用游标卡尺,要是没有条件可用外卡钳和钢板尺.测量是一项细致的工作,是夹具安装的前提,测量与记录一定要准备无误,填表时一定要认真清楚.在实际的测量工作中要相互的配合,能够按照正确的原理进行配合和使用。

平焊法兰产品的使用注意事项:
1、为了防止由于法兰盖加热而产生睛间腐蚀,焊接电流应该保持不宜太大,比碳钢焊条少于20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
2、焊条使用时应该保持其干燥,钛钙型应保持150℃干燥1小时,低a氢型应保持200-250℃干燥1小时,防止焊条药皮粘油和其它脏物,以免导致焊缝增加含碳量和影响焊件质量。
3、平焊法兰管件焊接时,受到重复加热而析出碳化物,降低耐腐蚀性以及产品的力学性能。
4、铬平焊法兰管件焊后硬化性美标法兰较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用平焊法兰管件焊条(A107、A207)。
5、平焊法兰,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬平焊法兰好一些。采用同类型的铬平焊法兰焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用平焊法兰管件焊条(A107、A207)。
凡是在两个平面周边使用螺栓连接同时封闭的连接零件,一般都称为"法兰",如通风管道的连接,这一类零件可以称为"法兰类零件".但是这种连接只是一个设备的局部,如法兰和水泵的连接,就不好把水泵叫"法兰类零件".比较小型的如阀门等,可以叫"法兰类零件".
铸造碳钢法兰盘内部安排疏松、不均匀,强度、质量难以得到确保,锻制成型则耗材多、能耗大、本钱高,且盘、颈交接处易发作应力会集而影响强度,轧制成型则可防止上述问题。
孔型规划因为法兰盘在轧制的进程是在一个孔型内进行的接连轧制的进程,故孔型以实验目标的外部概括为基准。为便于金属活动及防止发作部分应力会集现象,颈盘部相交处规划成圆弧状;为防止金属在变形中有夹持现象,孔型中凹槽规划要有必定斜度。
