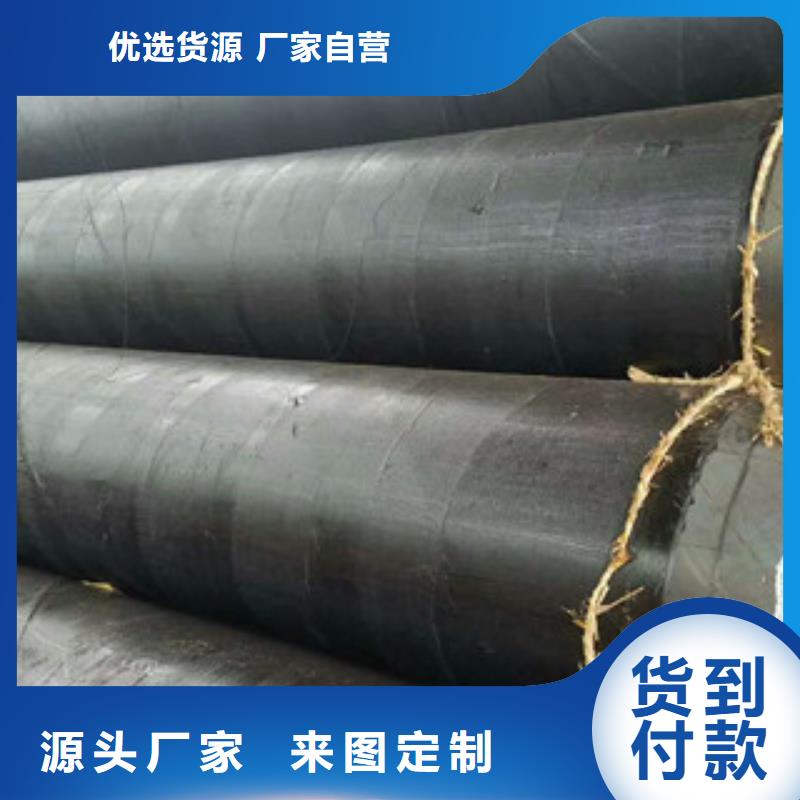
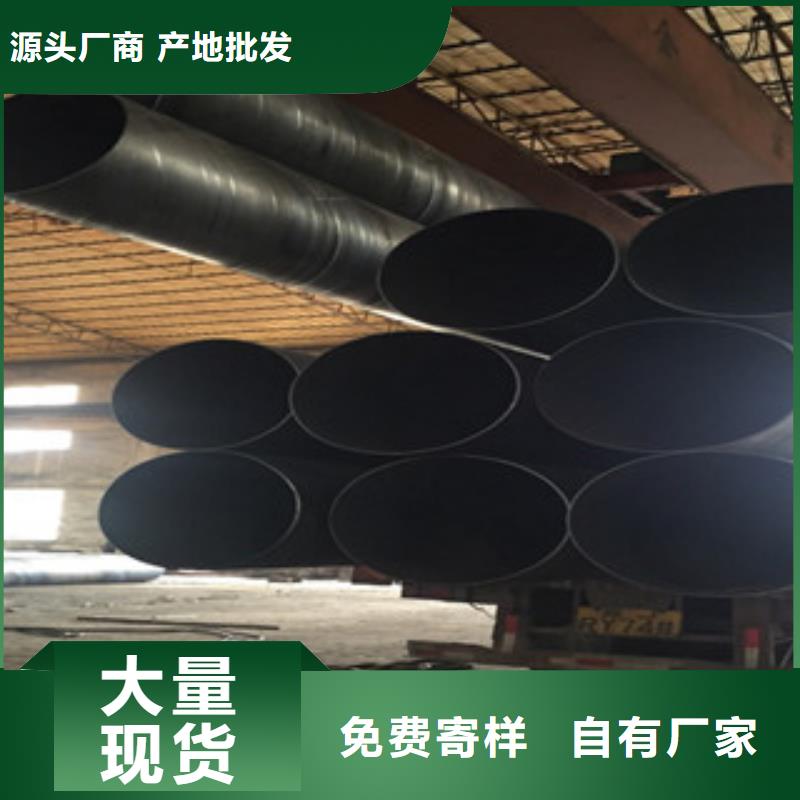
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。概述内容:工业电视内检设备:检验内焊焊缝外观质量。磁粉探伤仪:检验大口径钢管近表缺陷。超声波自动连续探伤仪:检验螺旋钢管全长焊缝的横向和纵向缺陷。超声波手动探伤仪:对大口径钢管缺陷的复检、补焊焊缝的检验及水压后焊缝质量。
X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不低于4%。X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不低于2%。
2200吨水压机及机自动记录系统:检验每根大口径钢管的承压质量。
精密螺旋钢管的规格及特点
由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。
冷拔精密钢管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
热轧精密钢管的工艺流程
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。

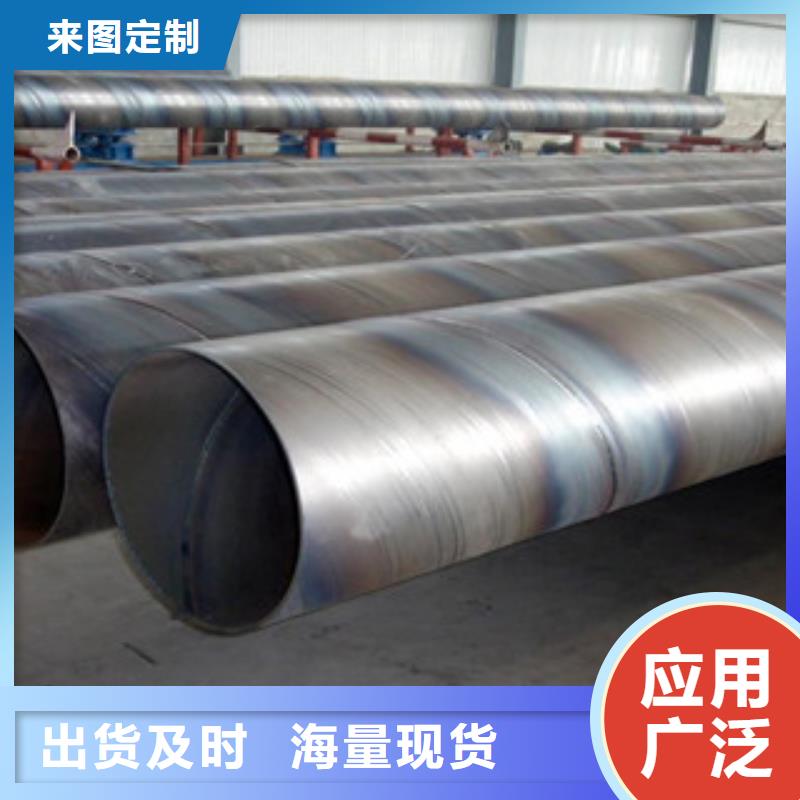
大口径螺旋管的切割方法简单介绍:大口径螺旋管是外径1000MM以上的钢管,螺旋管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。我们采购回来的大口径厚壁钢管或长或短,短的话可以焊接上,长的话就要去掉多余的部分,也就是切割掉,是它的长度适合于施工钢管所需要的长度。大口径螺旋管切割的方法有许多种。三种大口径切割方法。 1,使用锯床。锯床的特点是切口齐整方便与施工中焊接,缺点是效率太低,也就是太慢。 2,使用人工气切割。特点是快,效率高,缺点是割口处的表面呈现锯齿形状,有碍与施工。 3,使用管道自走式自动切割机。使用管道自走式自动切割机的特点是费用低廉,割口处光滑齐整,经过使用管道自走式自动切割机切割过后大口径螺旋管的钢管和使用锯床的割口没有太大的区别。
发展方向:因管线的承载压力日益增高,使用条件日益苛刻,并且要尽量延长管线的使用寿命,所以螺旋焊管的主要发展方向是:
(1)生产大直径厚壁管以提高耐压能力;
(2)设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏;
(3)开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能;
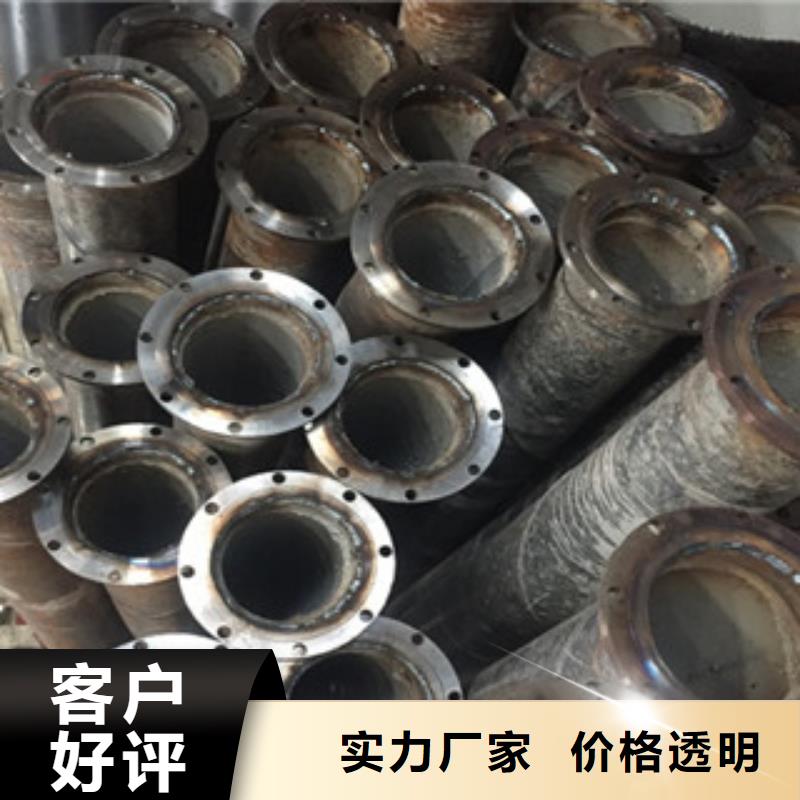
(4)大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。
螺旋焊管在输送燃气,运输方面发挥了很大的作用。随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,而国内企业在开发该系列产品方面进度比较缓慢,应尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯螺旋焊管。