防腐螺旋焊管:针对以上要求,我们着重抓好以下二方面的工作:严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工用滚筒推平的方法操作,以保证外涂层的均匀细密。内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。
受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。

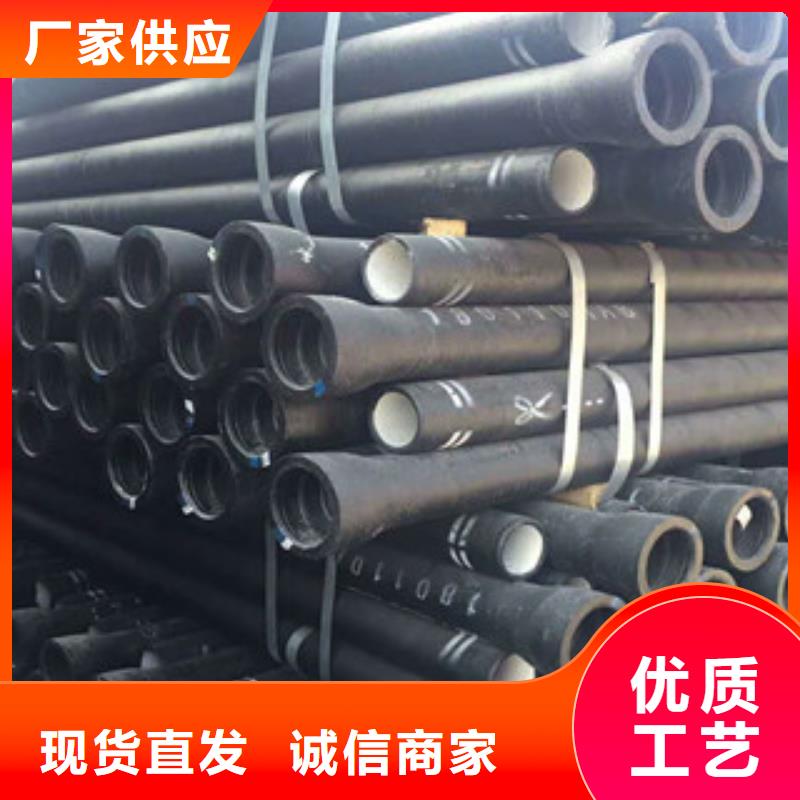
生产资质:螺旋焊管生产厂家应持有 颁发的工业产品生产许可证。许可证制度要求螺旋焊管的生产厂家首先应通过 认定的权威检定机构的审查考核,具备相应的生产手段、检验设备,质量保证体系运行良好有效,产品应符合 标准的等级和质量规范的要求,经 工业产品生产许可证办公室确认后发证。所以螺旋焊管生产厂家均有较为完善的质量保证体系和质量控制的运作程序。直缝焊管生产厂家没有工业产品生产许可证的要求。
价格分析:
由于热轧卷板的材质技术性能和生产技术工艺要求较高,故一方面国内符合标准的生产厂家比钢板生产厂家要少,另一方面其生产工艺和品质等级决定其市场价位亦高于热轧钢板。这是螺旋焊管的市场售价高于直缝焊管的主要原因。对于钢管销售价格的组成,材料价格是主导甚至是决定性因素。
认真考察螺旋焊管与直缝焊管的价格差异,螺旋焊管的价位略高于直缝焊管是由于生产主材的价格差异所致。然而钢管制作仅只是项目工程的一部份,若考虑到工程整体质量、项目综合造价等因素,螺旋焊管仍具有整体优势。

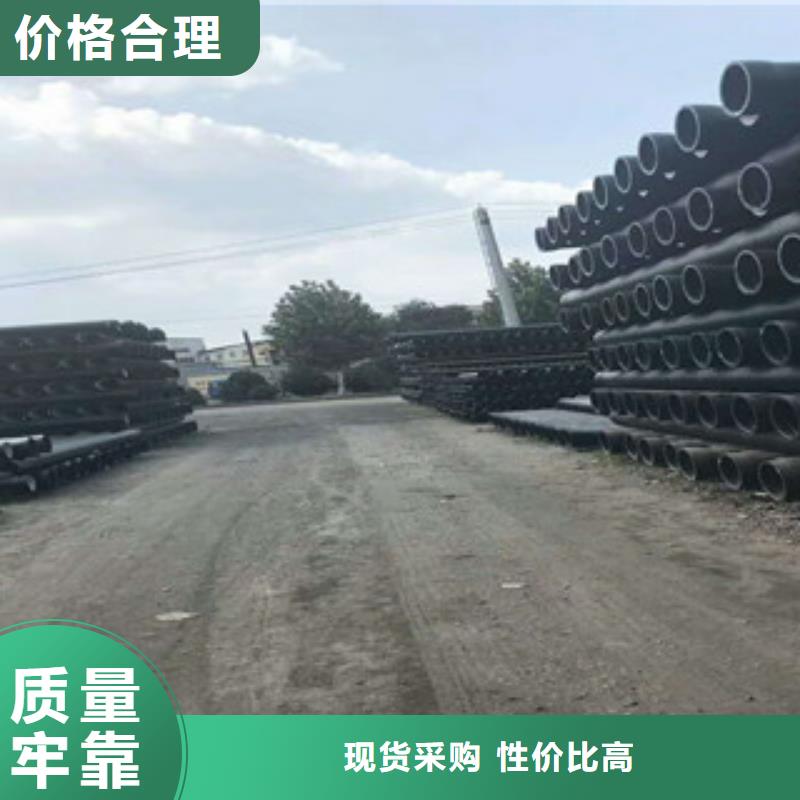
螺旋钢管的生锈处理方法:
螺旋钢管生锈后主要使用钢丝刷等工具对钢材表面进行打磨,螺旋管的清洗和预热可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若螺旋管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
在传统应用的基础上又增添了新的应用,这样使得螺旋钢管的用处更加的丰硕,也同时降低了螺旋钢管的使用本钱。无线电频率感应器提供200伏特、50安培的电畅通流畅过螺旋钢管,通过感应作用加热实验样本。
螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将提供更多的控制,使科学家可以调整合金具体的成分比例。螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等。
聚氨酯直埋保温管它具有独特的性能优势,被作为一种优良的绝热保温材料而迅速发展,那么是什么原因让聚氨酯保温管寿命下降呢?通过我们多年的生产与施工来分析一些原因:
1.直埋保温管层偏心,即聚氨酯保温层与钢管不同心,形成保温厚薄不均,严重者可使外层塑料软化而被损坏。
2.使用不当而遭受,在运输及安装中易受损伤,在埋地后距地面深度不够或上部土壤及道路较软,造成载重车辆碾压后被损坏。
3.接口处理不当,在管道敷设安装中,相接二根管焊接不严密造成渗水,或在“补口”中操作不认真而造成外部污水渗入保温层等造成的。
4.直埋保温管使用的塑料和聚氨酯材料不合理,如经常发现使用分拣杂乱的回收塑料,经过挤出成形后的塑料管不能充分被塑化而致使外管劣化。聚氨酯保温管密度低造成强度低而在搬运中就已损坏,另外体系中含有游离酸太高,造成对钢管外壁的腐蚀等。
聚氨酯直埋保温钢管是由高密度聚外层、聚氨脂硬质泡沫塑管和钢管构成。温层材伎为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫,充分添满钢管与套管之间的空地,并具有必需的粘接强度,使钢管、外衣管及保温层三者之间变成每个稳固的合座