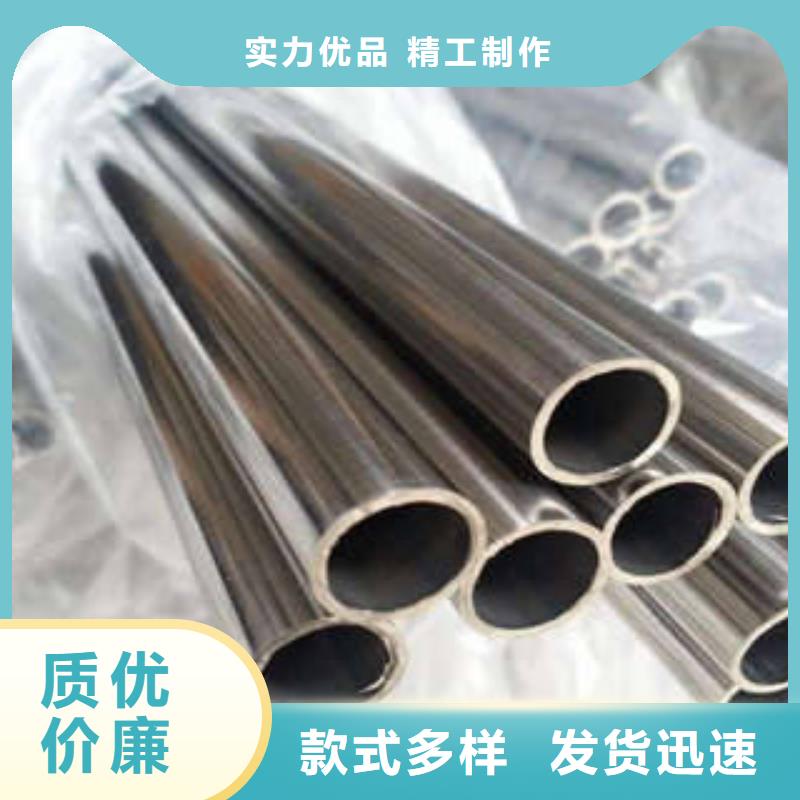
面对如今的市场行情,不锈钢焊管企业仍然可以依靠管理水平和技术水平的突破来加强自身的企业竞争力,以发展的眼光看问题,做好企业发展规划,从技术和管理创新创造企业更加美好的未来。不锈钢焊管在不锈钢换管中应用非常广泛。而随着不锈钢换管的改造升级,不锈钢焊管在不锈钢换管改造过程中又将有什么重要的作用呢?不锈钢换管改造采用不锈钢焊管作为换热管,管子用胀管法固定在端管板上,中间有隔板支撑管子向上绕曲防止共振,管束布置采用HEI-6的设计技术,用该技术设计的凝汽器为汽流向心式,弧向布置,三角形排列,其特点是汽阻小,过冷度小,管束的耐腐蚀性强,整体使用寿命长,品质良好,耐用性强,是一款特别好的产品。

随着不锈钢焊管应用领域的拓宽,市场对不锈钢焊管产品的需求量不断攀升,因此,在保证生产质量的前提条件下加快生产节奏,提高生产效率是不锈钢焊管厂家当前需要迫切完成的任务。提高不锈钢焊管的生产效率首先应从加工技术着手,先进高效的生产技术是缩短时耗、提高生产率的关键,例如,采用先进的刀具材料和涂层技术,可以大大提高切削的速度,在不必大幅度增加生产成本的情况下提升生产速率。其次,优化生产管理,采用息化管理模式可以从整体运作上节约时间,强大的计算机网络系统可以对复杂分散的数据息进行管理,形成一个完整且完善的数据库,在资源共享的环境下实现各个部分的及时沟通,从而帮助领导者合理配置资源,精简生产流程,严格监控,使各个环节更为紧凑地连接,加快了生产节奏,缩短了生产工期。

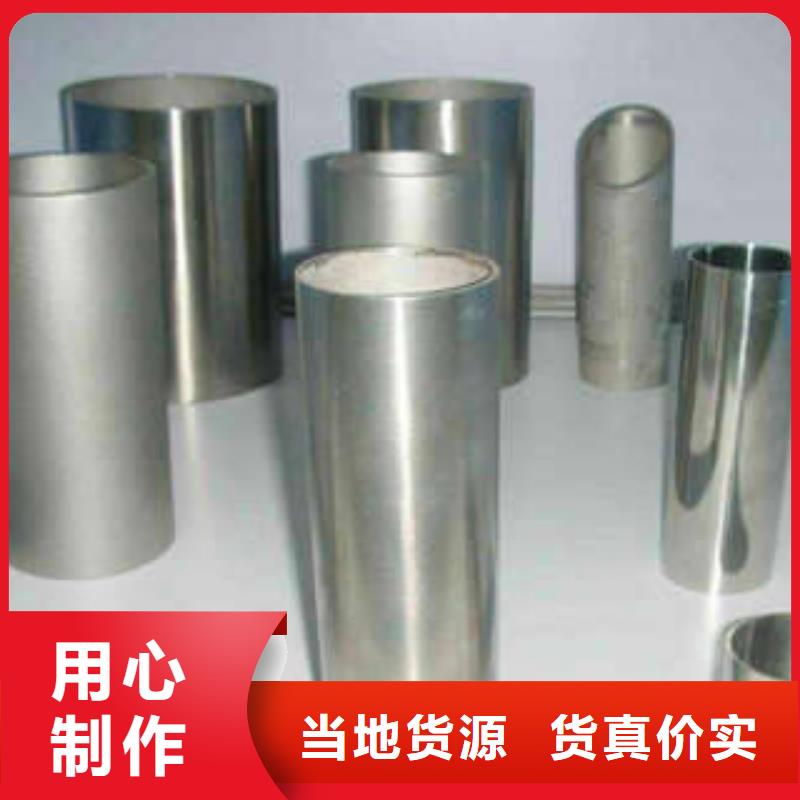
不锈钢管的种类 :接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。不锈钢管规格及外观质量 按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。 热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。 钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不清除。 直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。在不锈钢焊管企业中,库存是企业流动资产的一个组成部分,所以说库存管理是十分重要的。
带焊缝酸洗不锈钢焊管质量更稳定。抛光不锈钢焊管为了掩饰材料表面的水花、重皮以及凹陷点必须抛光处理,甚至一条不锈钢焊管上会拼接多条纵横焊缝,这样的抛光不锈钢焊管原材料质量不能保证,不锈钢焊管本身的质量更不能保证。带焊缝酸洗不锈钢焊管更具有实用性。工业用焊管,主要利用不锈钢焊管本身的机械性能、腐蚀性能或者通道性能,对于不锈钢焊管表面光泽度要求相对较低,装饰焊管、卫生级焊管除外。所以工业用不锈钢焊管没有必要使用成本高、性能不稳定的抛光不锈钢焊管。从二者的对比不难看出,抛光不锈钢焊管无论是成本还是性能均略逊一筹,而带焊缝酸洗不锈钢焊管在应用过程中优势明显。酸洗不锈钢焊管才是国内工业焊管发展的主流趋势。