所以为保证封闭母线正常运行,绝缘子周围区域的电荷密度不应大于8,0×10-5C/m2,为了使得电荷密度在范围以内,应该在封闭母线槽中装配去离子装置以电荷密度,这使得开展风冷封闭母线去离子装置的研究显得非常重要。
油污是问题中作为常见的:油污是指轧制后铝梢表面带油过多,且带上了除轧制油膜以外的多余的油,在分切制造及成品检查中可见的表面带油,这些油主要是由辊颈处或轧机出口上,下方甩,溅,滴在箱面上以及轧机清辊器出现异常。
1系、3系、5系、6系热轧铝板、超宽超厚铝板、模具合金铝板、汽车、轮船铝板。(可按用户要求切割)
1、 牌号:1050 1060 1100 1145 1200 1235 8011 2A11 2A12 LY12 3003 3004
3105 3A21 5A02 5052 5083 6A02 6061 6063 7075 101
2、 状态:H112 H12 H14 H16 H18 H22 H24 H26 H32 H36 O F R T4 T5 T6 T651 T851
3、 标准:GB/T3190-2008/GB/T3880—2006/GB3618—2006/GB/T4437—2000
三、铝带、铝卷:(厚度:0.15—10;宽度:10—1500): 
八、 其他相关问题
1)焊缝的检测宜优先考虑受拉构件,在网架、桁架中应特别注意跨中下弦杆件。
2)钢结构工程施工质量验收规范?中不合格的处理
主控项目---- 必须100% 合格,不合格应处理。
一般项目 --- a.是否80%合格;
--- b.其余的20%是否满足允许偏差的1.2倍。
不合格项的处理办法:
a.返工,重做;
b.检测鉴定,满足设计要求,应予以验收;
c.检测鉴定不满足设计要求,经设计人员重新核算,满足安全要求,可予以验收;
d.设计人员认为不能满足安全要求,返修后二次验收可能引 起结构尺寸改变和功能发生变化,制定新的设计文件(加固方案),签订新的合同。施工单位按新的设计文件、合同进行验收,或 让步验收。
e. 不予验收
3)焊接材料的匹配
--- 不同母材焊接时的焊条选用,就低不就高的原则。
例如 钢梁 Q345,檩条Q235,用E43型焊条,不用E50型焊条
原因: a.焊接材料强度远比母材高
b.焊肉强度不能比母材高太多 (不大于50MPa)
4).建筑钢结构焊接技术规程?中关于焊缝的验收
a.抽检的焊缝数中,不合格率小于2%,该批定为合格;
b.抽检的焊缝数中,不合格率大于5%,该批定为不合格;
c.抽检的焊缝数中,不合格率为2%- 5% 时,应加倍抽检,且必须在原不合格部位两侧的焊缝处长线各增加一处,如在所有抽检焊缝中不合格率不大于3% ,该批定为合格,大于3% ,该批定为不合格。
当批量验收不合格时,应对该批余下的所有焊缝进行检测;

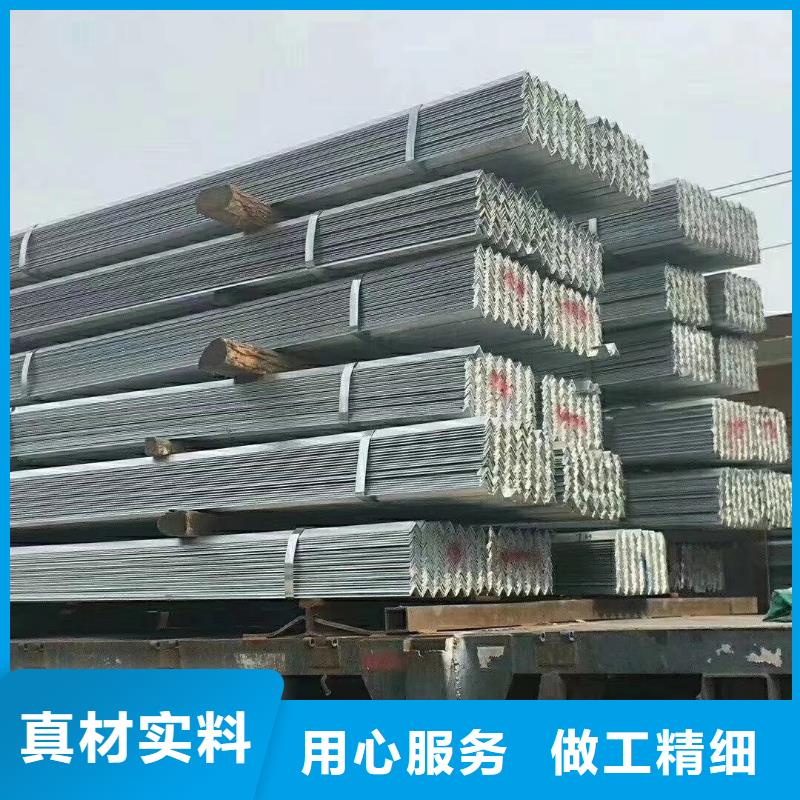
天津琪钰钢铁贸易有限公司是幕墙装饰、幕墙龙骨、电力机械、电力铁塔、变电站附属设施、机械加工、建筑钢结构构件、通铁塔、隔断门窗、铁艺护栏、公路防护、铁路、路灯杆、建筑钢结构、变电站附属设施、轻工业、建筑等行业的钢材采购基地,钢材供应专家,钢材采购商的省钱专家,是热镀锌角钢的优势供应商家 。

整体稳定
在竖向荷载作用下,钢梁一般只产生竖向位移(即挠度),但对侧向刚度较差的工字形截面或槽形截面钢梁,当梁的自由长度(侧向无支承长度)较大时,荷载加大到一定程度,常会迅速产生较大的侧向位移和扭转变形,使梁随即丧失承载能力的现象称为丧失整体稳定或侧扭屈曲。当梁的自由长度较大和受压翼缘宽度较小时,使梁丧失整体稳定的临界荷载常小于强度破坏的荷载,因此,对梁的截面除应计算抗弯强度外,还必须验算整体稳定性。影响该临界荷载大小的因素很多,如截面的形状和尺寸,荷载的类型和其在截面上作用点的高度,自由长度的大小和梁端部的支承方式等。增加整体稳定性的最有效办法是在跨中设置侧向支承和加大受压翼缘板的宽度。此外,在任何钢梁的支座处都应采取构造措施,使该处截面不能产生侧向位移和绕梁轴的转动(见结构稳定)。