





1、预热
合金管电焊前,主要对合金钢管进行加热,控制温度30分钟后开始焊接。
电焊的加热和虚拟束温回火处理由调温处理的温度控制柜主动操作。采用远红外跟踪热处理炉板。全智能主动设置曲线图并记录曲线图,热阻准确测量温度。加热时热阻测点距离焊缝边缘15mm-20mm。
2、焊接方法
1. 为了防止合金管的焊接变形,每个柱接头由两个人对称焊接,焊接方向从中间向两边。焊接内开放(内开放时焊缝接近梁)实际操作从——层合金管第三层合金管道必须进行小规格因为其电焊危及焊接变形的主要原因。电焊一至三层后,应进行反刨。碳弧气刨应用后,需要对焊接机械设备进行打磨,对焊接表面进行氮化梳理,显示金属质感,防止表面碳化产生裂纹。外孔焊接一次,其余内孔焊接一次。
2. 电焊=两层合金管时,焊接方向应与层合金管相反,依此类推。每层对接焊缝间隔15-20mm。
3.应保持多台焊机的焊接电流、焊接速度和重叠层数。
4. 在电焊中,必须从引弧板开始焊接,并在引弧板上结束焊接。电焊后切断、打磨、清洁。
3、经调质处理后
焊缝电焊后,应在12小时内进行回火处理。如不能立即对合金管进行调质淬火处理,应听取保温和缓冷的建议。当进行回火处理时,应测量两个热阻的温度,并在焊缝两侧焊接热阻。

1、大口径合金钢管冲击韧性镀锌方管:以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力叫做冲击韧性。
2、大口径合金管强度:强度是指金属材料在静荷作用下抵抗破坏(过量塑性变形或断裂)的性能。由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有相应的联系,使用中一般较多以抗拉强度作为较基本的强度指针。
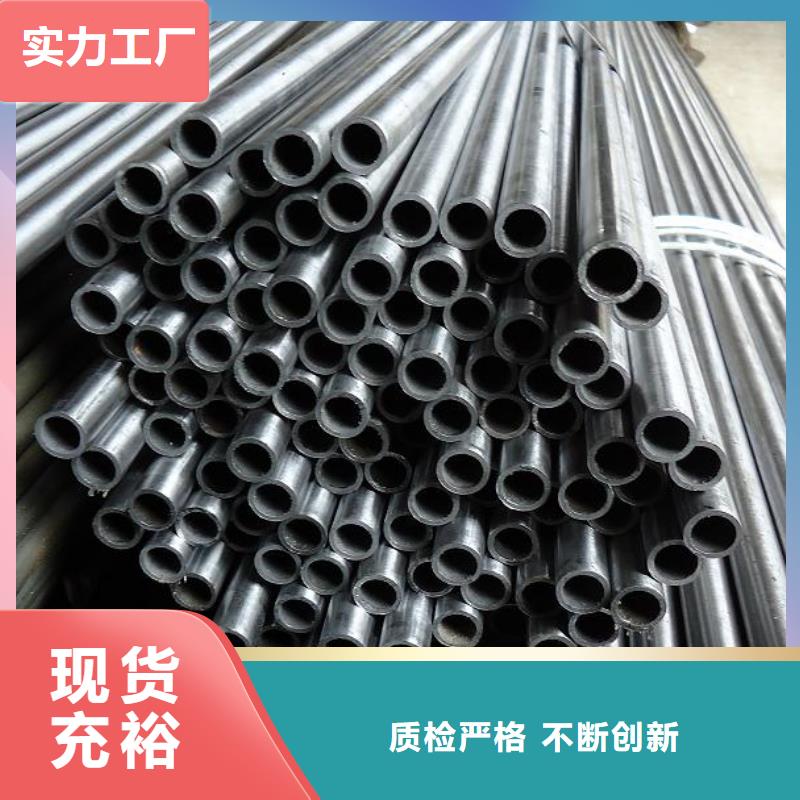
3、大口径合金管无缝和焊缝之分:大口径合金管是将无缝圆管挤压成型而成。
4、大口径合金管塑性:塑性是指金属材料在载荷作用下,产生塑性变形(长期变形)而不破坏的能力。
5、大口径合金管疲劳:前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。

合金钢管的规范分析与阐释,又注重实证上的验证与剖析。此外,本书还采用比较研究方法,既有对中国制造业竞争力的纵向比较研究,又有对产业竟争力的横向国际比较研究。总而言之,本书力图把定性的分析与定量的研究结合起来,构造产业国际竞争力的评价指标体系以及竞争力指数,并在此基础上构建产业国际竞争力的面板数据固定效应模型,以进一步分析国际竞争力的影响因素以及竞争力增长方式,以最终探寻提升中国制造业国际竞争力的途径和方法1.4本书的研究思路和框架结构本书共分九个部分。第1章是导论,在这一部分中,主要介绍本书研究的背景和意义,产业竞争力的国内外研究现状和文献综述,本书的研究框架以及主要的创新和不足之处。第2章对目前学术界较广泛使用的竟争力评价指标进行介绍并评述其优缺点;在裴长洪产业国际竟争力评价体系的基础上,借鉴金暗和张金吕的研究方法,用进出口指标和产业相关影响因素指标构建了评价产业国际竞争力的。
1、对无缝钢管产品要用在什么环境、环境温度、压力等物理参数要有所了解。钢管产品是否符合特定需求。
2、选择大企业,品牌厂家,这样的无缝钢管质量有保证,也能提供更好的售后服务。
3、要查看无缝钢管厂家出具的产品质量证明书和实行生产许可证管理的证书编号。
4、查看无缝合金钢管表面质量和标志。无缝钢管应在其表面轧上牌号标志、标准和直径等参数。
5、注意观察无缝钢管表面是否有裂纹、结疤等缺陷,必要的话通过仪器进行测量和检测。