我们在使用不锈钢焊管的过程中,若是沾到油渍该怎么办呢?如何在清除油渍的同时又不对不锈钢焊管造成损伤? 采用化学除油的方法能够更好地达到预期效果,其操作要点有以下几个:化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。使用12-15%的硝酸(按体积)进行化学除油处理,温度为40℃-60℃,时间为2-4小时。不锈钢焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动不锈钢焊管,使内腔溶液不断更换,以提高效果,必要时取出不锈钢焊管,用水气冲洗后再进行浸泡。化学除油直至管件表面完全被水润湿。在去除不锈钢焊管的油渍时,采用化学除油的好处就在于能够做到深层清洁,但同时又不损伤焊管本身,其中的操作细节是您需要注意的。此外,在平时对不锈钢焊管进行存储时也应当保证环境足够清洁,否则潮湿引起的腐蚀对于焊管也是极大的伤害。

我国不锈钢焊管行业内品牌竞争加剧,出现了一些令人并不乐见的现象。不锈钢焊管行业目前整体竞争格局动荡不定,竞争秩序紊乱,亟需整顿。主要有以下不良竞争现象:由于不锈钢焊管成本较为低廉,在竞争状况愈加激烈的情况下,大多数企业便将降价促销的手段作为企业的竞争优势。可这样一来,不锈钢焊管企业的经营利润长期处于较低水平,后果是企业缺少足够的资金提升生产技术、支持后续发展。目前,国内不锈钢焊管行业品牌竞争的局势动荡,企业虽然几乎都在利用品牌进行运作,将找出各自的档次中与主要竞争对手之间的差异化,作为企业战略的出发点。但企业差异化不应该仅仅指价格上的差异,还应该包括品牌定位、产品技术等方面的差异。品牌包括品牌核心价值和外在表现,品牌之间的差异化是通过定位来表现品牌之间的差异化。不锈钢焊管品牌的定位应当根据目标市场的需求和自己的优势来定位。

厂区内,特别是轧机机位周边地面上、沟槽内(包括其他有油污产生并可能被雨水带出的沟槽、场地)必须立即着手清理干净,轧机出管处的滴油接油盘必须保护到位;除了生产过程中的污染防治,不锈钢焊管企业还可以通过提高能源利用率、对末端污物进行处理的方式来实现不锈钢焊管生产的进一步环保化,促进企业经济效益与环境效益和谐发展。目前,随着社会经济的迅速发展,不锈钢焊管市场更新的速度不断加快,机械制造行业的企业管理模式需要不断更新。不锈钢焊管企业要加强对市场变化的灵活适应目前不少中小型不锈钢制品企业管理对市场变化的反应比较慢,不能跟上时代的脚步,制造的灵活性、可变性等方面比较缺乏,可调节性也比较差,但是现代社会是瞬息万变的,市场的需求也在时刻发生变化。

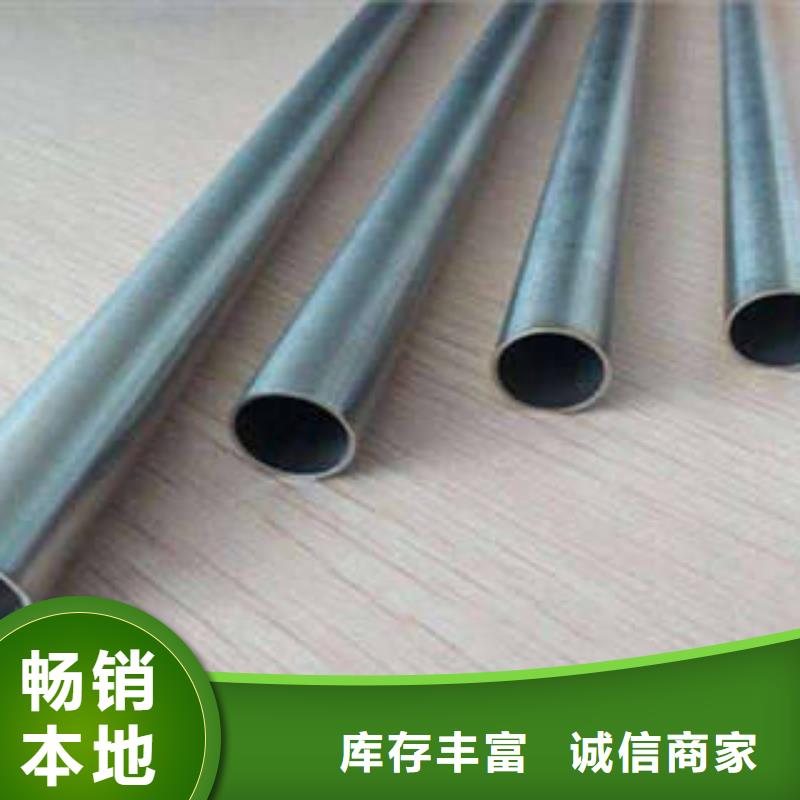
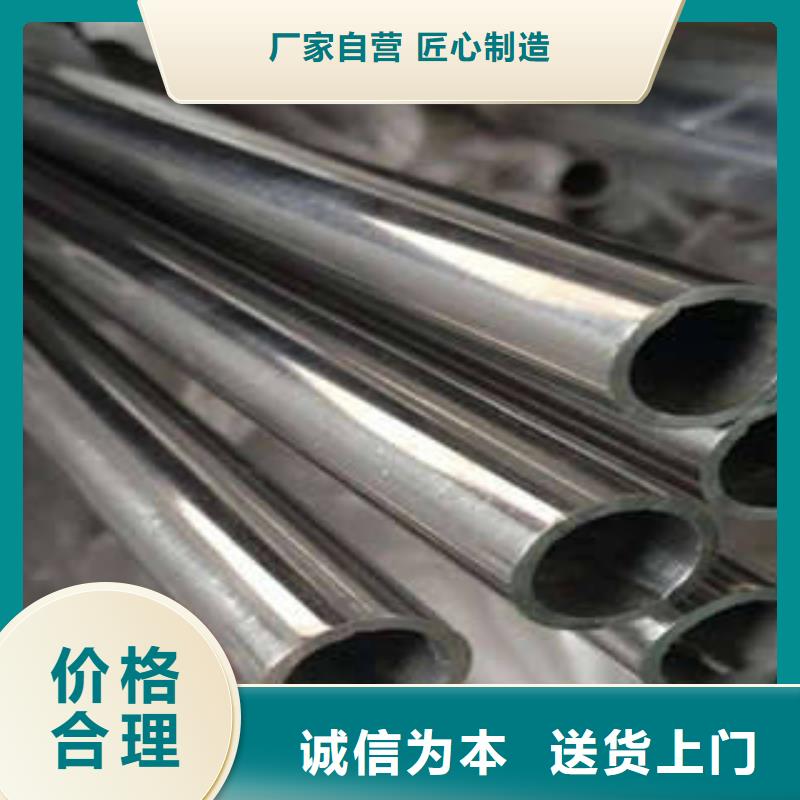
不锈钢焊管粗抛、半精抛采用砂布页轮,精抛采用PVA砂轮,表面粗糙度Ra值可达0.1~0.05μm。不锈钢焊管粗抛采用砂布页轮,精抛改用布轮涂以氧化铬抛光膏抛磨。抛后表面粗糙度Ra值可达0.1μm。在抛光不锈钢圆管和方矩形管方面,也有的小企业采用简单的不锈钢管抛光机(单组抛光机)。多次更换砂轮、多次操作来达到技术要求。小直径的不锈钢圆管,有采用单个磨头抛光的,设备类似无心磨床,可使用PVA砂轮和砂布页轮。砂子的粒度应选取180号以上的细研磨砂。 小口径不锈钢焊管是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经济性和实用性。壁厚越薄,它的投入产出比就会相应下降;其次该产品的工艺决定它的优缺点,一般焊接钢管精度高、壁厚均匀、管内外表光亮度高(钢板的表面等级决定的钢管表面亮度)、可任意定尺。因此,它在高精度、中低压流体应用方面体现了它的经济性及美观性。