- 新闻资讯频道
您当前的位置:首页
> 重庆木纹铝蜂窝板厂家
- 更新时间:2024-04-28 02:50:32
所属行业:铝蜂窝板 - 发货地址:广州市番禺区石楼镇官桥村庙仔口工业区
信息编号:180710,公司编号:22
- 立即咨询
- 留言人数:0人
- 查看人数:0人
-



重庆木纹铝蜂窝板厂家
-
相关产品:
- 商家最新资讯
- “重庆木纹铝蜂窝板厂家”详细信息
重庆木纹铝蜂窝板厂家,企业旺旺为您提供重庆木纹铝蜂窝板厂家最新资讯
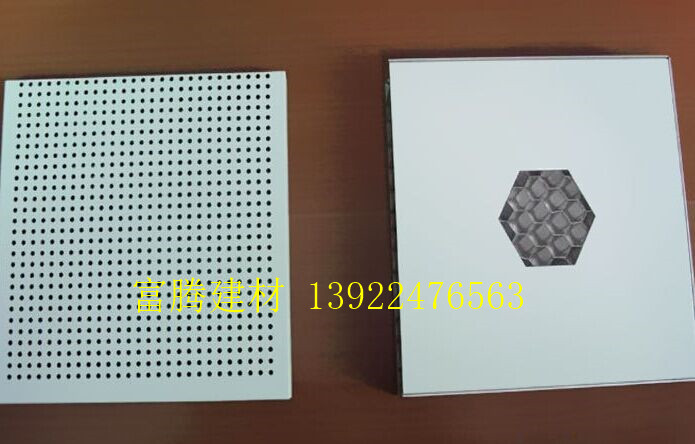
富腾铝蜂窝板做工细节: 与铝单板比较:盒式蜂窝铝板最大板面可以做到1500mm×4500mm,因为板本身为复合材料,内部的铝制蜂窝为板本身承受自己身重量提供了保证,使得板本身不需要加任何的加强筋。而普通铝单板在宽度大于1m或长度大于2m的时候就必须在板背后加入加劲肋。加劲肋需要焊接在板的背面,因为加劲肋与板本身的热膨胀系数不相同,若干次的冷热变化后,板的正面会出现凹凸不平的现象。且这种现象通常在项目完工后的半后到一年就开始出现。 铝单板属于单层产品,加工相对简单,造型能力强,但精度较差;蜂窝板为复合产品,加工速度和能力较弱,但精度有保障。 盒式蜂窝铝板所采用的是扣盖系统,有胶缝外露和隐胶缝两种系统可供选择,系统充分考虑热胀冷缩对板面本身的影响,板面的四个方向都可以自由伸缩,有效避免了温度应力对板面平整度的影响。 普通单层铝板只有胶缝外露系统,且安装都是用安装码固定在龙骨上,没有合适空间释放温度应力,导致板面容易发生翘曲。 蜂窝板为复合型板材,具有质量轻,强度高,平整度好,板面大,安装简便,易维护,环保性好,可重复利用,抗热胀冷缩性能优异等优点。 铝单板为普通非复合板材,与蜂窝板相比,不具有上述优点,但相比而言,造价上3MM厚的铝单板一般要比25MM蜂窝板低15~20%。因为自重和成型的原因,建筑上比较少用到4MM厚的铝单板,而这种厚度的铝单板的造价与蜂窝板产品相差仅在5%左右。

重庆木纹铝蜂窝板厂家
铝蜂窝板选择要求:
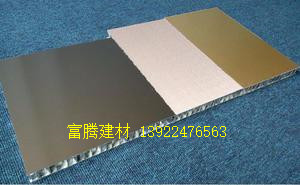
铝装饰面板
铝蜂窝板装饰面板的材质一般选用3003、5005等牌号,合金成份低的1100板材较少采用。装饰面采用喷涂或辊涂形式,涂层为聚酯或氟碳漆,外墙板最好选用喷涂板,并且要求三涂以上,漆层厚度≥40μm,这样才能保证涂层的耐久性。
铝板在涂漆前需经过严格的表面阳极化处理,以保证足够的涂层附着力和与蜂窝芯的粘接强度,面板涂层应满足国家规范YS/T429.2-2000的要求。
铝背板
铝蜂窝板背板应选用与面板相同材质的板材,表面经阳极氧化处理,暴露于空气中的一面应涂装保护涂层,涂层材料可为聚酯、环氧、丙烯酸等材料,以防长期在空气中暴露而造成铝板的锈蚀。
铝蜂窝芯材
铝蜂窝芯材是由铝箔和专用蜂窝节点胶在铝蜂窝芯生产线上加工制造的。影响蜂窝芯材性能的因素主要包括铝箔、节点胶以及蜂窝芯规格等参数。
铝箔
铝箔应选用3003牌号,加工过程应进行严格的表面处理,在对于强度或耐久性要求较高的产品中,应慎用采用1100纯铝箔加工制造的蜂窝芯材。
节点胶
节点胶应选用环氧改性高温固化胶,它不仅能提供足够的粘接强度而且具有优良的耐环境及耐高低温性能。普遍胶粘剂因强度较低往往容易使蜂窝芯脱胶,造成整体破坏失稳。
蜂窝芯的节点强度是评价其性能的主要依据,其节点强度数据应≥2.0N/mm。

重庆木纹铝蜂窝板厂家
富腾铝蜂窝板简介:
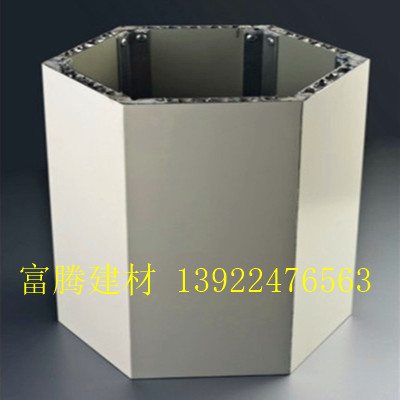
其面板主要选用优质的3003H24合金铝板或5052AH14高锰合金铝板 为基材,面板厚度为0.8~1.5mm氟碳滚涂板或耐色光烤漆,耐色光烤漆在抗划痕、耐酸雨腐蚀变色、自洁性方面强于PVDF,底板厚度为0.6~1.0mm,总厚度为25mm。
芯材采用六角形3003型铝蜂窝芯,铝箔厚度0.04~0.06mm,边长5~6mm,采用辊压成型技术完成正、背表皮的成型,全自动机器设备折边,正、背表皮在安装边紧紧咬合。整个加工过程全部在现代化工厂完成,采用热压成型技术,因铝皮和蜂窝间的高热传导值,内外铝皮的热胀冷缩同步;蜂窝铝皮上有小孔,使板内气体可以自由流动;可滑动安装扣系统在热胀冷缩时不会引起结构变形,因此可以保证极高的平整度.采用黏结胶:双组份聚胺酯高温固化胶,用全自动蜂窝板复合生产设备通过加压高温复合而成,克服了以往蜂窝板粘接层的脆性问题。
内层为特制的六边形铝蜂窝,由硬度达到H19的铝合金构成,作为粘附在夹层结构中的芯板,在切向上承受压力。这些相互牵制的密集蜂窝犹如许多小工字梁,可分散承担来自面板方向的压力,使板受力均匀,保证了面板在较大面积时仍能保持很高的平整度。

重庆木纹铝蜂窝板厂家
铝蜂窝板施工准备:
1、人员准备:安装工2人,搬运工2人,电焊工1人。
2、工具准备:电锤1把,铁锤1把,活动、固定扳手各2把,2米靠尺1把,吊线锤1个,角尺2把,钢丝刷1把,手电钻2把,大力钳2把,“+”字螺丝刀2把,胶枪1把,灰刀1把,卷尺1把,红蓝铅笔2支,电焊机1套,水平尺1把。
铝蜂窝板施工放线:
1、结构柱垂直度较正,在龙骨安装位轴线吊垂线,用角尺测量上下各一点,记录数据,平均值放大10毫米。
2、将轴线位置用红蓝铅笔在楼面做好标识,用角尺90°伸引线划出来,定出相对位置龙骨轴线、较正误差同上。
立挺安装
1、连结角码加防腐胶型加方垫片、加弹簧垫圈、加对穿螺栓与龙骨手拧固定。
2、将龙骨上口对接标识位置,点焊角码临时固定。
3、用2米靠尺较正龙骨的垂直误差为±2毫米,至三维调正为止。
4、复核直径,按放线方法进行较对。
5、满焊角码与埋件接触位,要求焊高6-8毫米,线条流畅,不允许有气泡和夹渣。
6、去渣除锈、二遍防锈漆涂层。

重庆木纹铝蜂窝板厂家
- 我要给“重庆木纹铝蜂窝板厂家”留言
- “重庆木纹铝蜂窝板厂家”联系方式

- “重庆木纹铝蜂窝板厂家”商家推荐产品





- 重庆木纹铝蜂窝板厂家相关产品
-
当阳铝蜂窝板安装加工图
临安epdm塑胶跑道价格
栖霞铝蜂窝板推荐富腾建材
涡阳室内篮球场多少钱一平米
同江铝蜂窝板加工
永修县风力发电机塔脱硫保温
安康铝蜂窝板供应
泉山三元乙丙橡胶
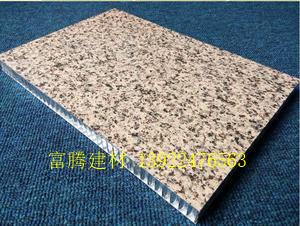
凤城石纹铝蜂窝板
黄冈铝蜂窝板供应
化隆回族自治县烟囱保温
岳阳县双曲线冷却塔保温脱硫
沛县塑胶跑道公司
高新技术开发区东港区凉水塔保温脱硫
禄劝彝族苗族自治县电信塔保温脱硫
内容声明:
我要投诉举报